20年生产经验
20年生产经验
专注过滤产品研究
全国咨询服务电话
18838707119
20年生产经验
专注过滤产品研究
18838707119
先进真空烧结生产线·精密检测设备
应用广泛 精度稳定 纳污量大 自主研发
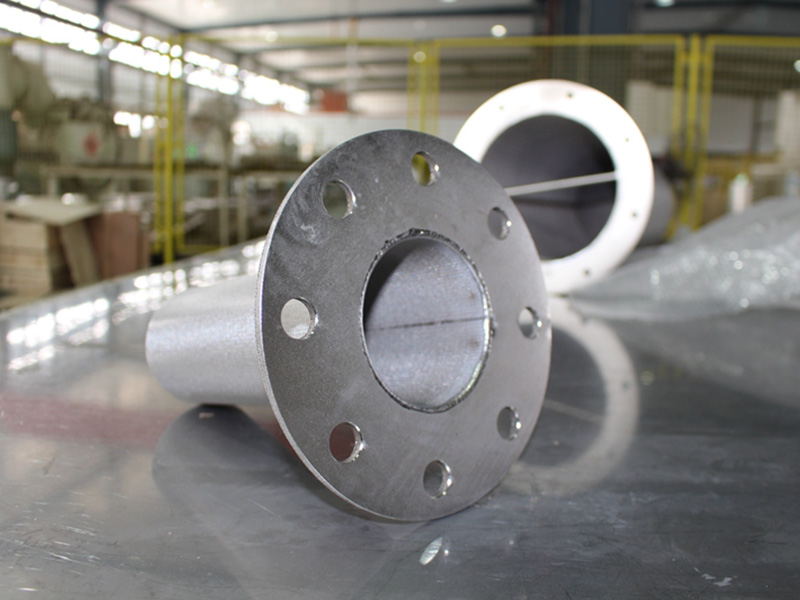
影响金属烧结毡外观的焊点怎样处理
表面处理方法:为了处理表面,去除变色和重新恢复耐腐蚀性能,现在有许多后处理手段。再这里我们应当区别化学方法和机械方法。
化学方法有:金属烧酸洗(通过浸泡,用酸洗钝化膏或喷雾),辅助钝化(酸洗后)和电解抛光。
使用化学方法去除金属烧结毡滤芯表面的氧化物和其他污染物,同时用机械方法有可能擦去以前被清除的材料、抛光材料或淹没材料造成的污染。有些污染尤其是外来铁颗粒都可能成为腐蚀的来源,特别是在潮湿环境中。因此,机械清理表面应当在干燥条件下进行正规清理。
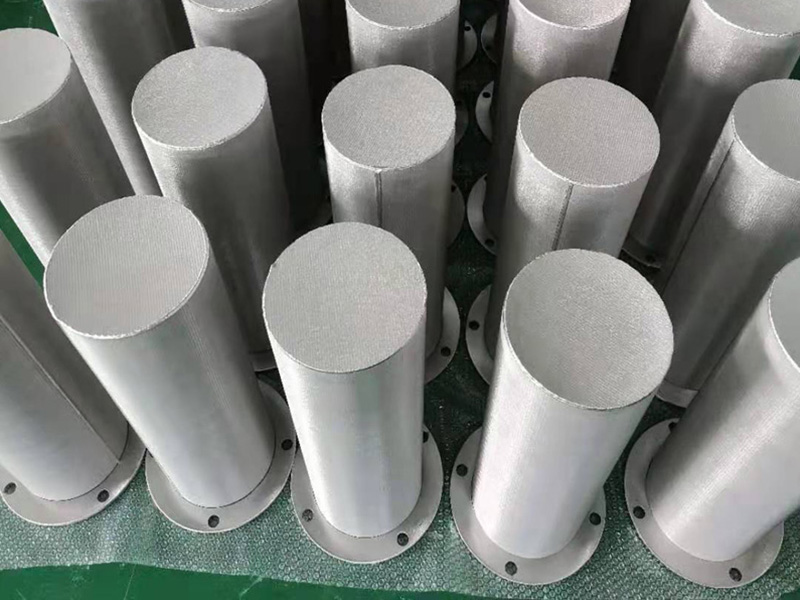
烧结毡聚酯熔体滤芯清洗验收工作
1. 验收标准用30倍放大镜检查:滤芯内外可看到表面的洁净,滤芯见本色、无损坏。设备腐蚀率:不锈钢≤1g/(m2·h);清洗过程用挂片测定方法。逐根测定清洗后滤芯压缩空气过滤压差(所有孔基本打开)不大于3158Pa(新滤芯不大于2763Pa)。
2.清洗效果
表面检查用30倍放大镜检查滤芯内外,可看到滤芯表面洁净如新,可见金属本色、无损坏。
3.腐蚀率检查
原料油过滤器所用滤芯清洗时用挂片方法进行检测符合要求,结果如下:
50支滤芯(三次测量)腐蚀率平均数据为0.66g/(m2·h),0.69g/(m2·h),0.71g/(m2·h);60支滤芯(三次测量)腐蚀率平均数据为0.73g/(m2·h),0.75g/(m2·h),0.77g/(m2·h),都小于不锈钢清洗标准≤1g/(m2·h)。
4.通透性检查清洗
前对原料油过滤器的330支滤芯,抽样了33支滤芯用压缩空气方法进行空气通透性检测,抽测量占总数的10%。测结果见表2。
从述检测结果可以看出都不大于3158Pa,清洗后的滤芯达到清洁目的,每一支滤芯的通透量完全达到90%以上,该清洗是有效的。
4. 使用情况清洗后经过4个月的运行,达到了使用要求。
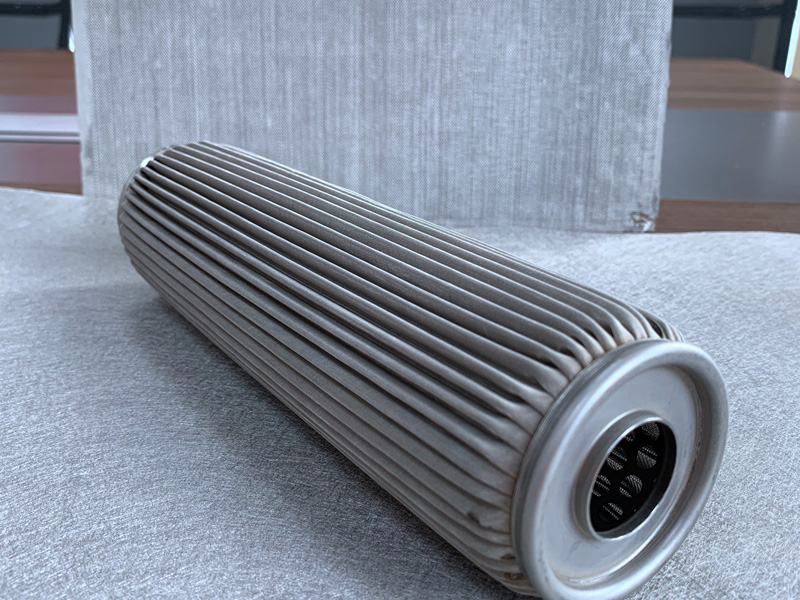
在过滤系统中怎样选择合适的钛纤维烧结毡?
1. 过滤物料内不能有较高含量的胶体物质,钛纤维烧结毡过滤刚性固体颗粒效果更好。
2.注意钛纤维烧结毡反洗使用的压力。一定要控制在0.3MPa之内,否则再生就比较困难。
3.钛纤维烧结毡只能固液分离,去除机械颗粒,不能去除各种金属离子。
4. 过滤物料中不能含有高浓度的氯离子。
5.选择钛纤维烧结毡适宜的精度,挑选的钛纤维烧结毡的孔径要远小于固体杂质的直径,尽量防止固体杂质进入到钛纤维烧结毡壁内孔道中。
6.钛纤维烧结毡适宜的再生办法有很多种。针对不同的杂质需要挑选不同的再生办法,比如:空气、蒸汽反吹、反洗、正洗、酸洗、碱洗、超声波清洗等办法。铁铬铝纤维烧结毡配料与混合
①配料
配料目的:获得化学成分和物理性质稳定的烧结矿,满足高炉冶炼的要求。
常用的配料方法:容积配料法和质量配料法。
容积配料法是基于物料堆积密度不变,原料的质量与体积成比例这一条件进行的。准确性较差。
质量配料法是按原料的质量配料。比容积法准确,便于实现自动化。
②混合
混合目的:使烧结料的成分均匀,水分合适,易于造球,从而获得粒度组成良好的烧结混合料,以保证烧结矿的质量和提高产量。
混合作业:加水润湿、混匀和造球。
根据原料性质不同,可采用一次混合或二次混合两种流程。
一次混合的目的:润湿与混匀,当加热返矿时还可使物料预热。
二次混合的目的:继续混匀,造球,以改善烧结料层透气性。
用粒度10~Omm的富矿粉烧结时,因其粒度已经达到造球需要,采用一次混合,混合时间约50s。
使用细磨精矿粉烧结时,因粒度过细,料层透气性差,为改善透气性,必须在混合过程中造球,所以采用二次混合,混合时间一般不少于2.5~3min。
我国烧结厂大多采用二次混合。
如何清洗烧结毡过滤器效果好
大家都知道,不烧结毡过滤器在使用一段时间以后,在滤器的表面会出现很多的过滤杂质,如果不及时清理的话,会影响过滤精度,导致产品质量的不合格,所以说定期的清洗烧结毡过滤器非常的重要,但是方法我们一定需要把握.
烧结毡过滤器在过滤设备中起着非常重要的作用,定期清除对于滤网的使用寿命以及过滤产品的纯度都起到了非常重要的作用,特别是在一些化工方面,污水处理系统当中,高精度的产品就需要经常的清洗才能得到合格的产品.
产品本身表面是由金属丝编织而成,过滤精度相对集中,如果在清洗时一定需要注意表面的划伤,如果破坏了结构,就等同于直接损坏了整套过滤网产品,另外需要注意的不锈钢过滤网并不是一直可以清洗,产品都是有一定的使用寿命.
所以说,烧结毡过滤器的定期清洗非常的重要,希望通过上面的介绍大家都能够对烧结毡过滤器的清洗及注意事项有了更多的了解,对于产品使用的寿命和过滤的精度都起到相应的帮助.