20年生产经验
20年生产经验
专注过滤产品研究
全国咨询服务电话
18838707119
20年生产经验
专注过滤产品研究
18838707119
先进真空烧结生产线·精密检测设备
应用广泛 精度稳定 纳污量大 自主研发
如何提高粉末烧结滤芯的使用寿命,使用时请注意以下细节问题:
1.污染物加载一个粉末烧结滤芯污染物加载过程就是堵塞滤芯通孔的过程。当粉末烧结滤芯被污染颗粒堵住时,能够通过液流的孔减少,要保证通过滤材的流量,压差就要增大。
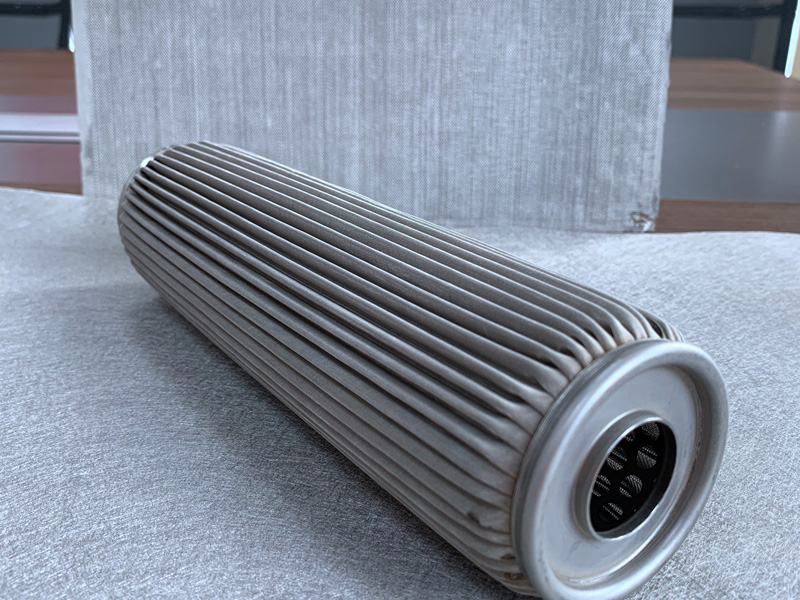
2.可使系统快速达到并维持期望的油液清洁水平。玻璃纤维及合成纤维经特殊混纺制成或进口玻璃纤维为滤材,楔形折叠造型以加大过滤面积,制成筒式结构。具有阻力小、容污量达标、易更换等特点。
3.在初始阶段,由于滤材上有许多孔,通过粉末烧结滤芯的压差增长很慢,堵塞的孔对整个压力损失影响很小。
4.当堵塞孔达到一个值时,堵塞非常迅速,在这一点,通过滤芯的压差上升非常快。一个滤芯滤材孔的数量、尺寸、形状和分布表明了为何一个滤芯比另一个滤芯寿命长的原因。
5.当发现压力增大时,这说明液流中的杂质已经将粉末烧结滤芯钢网堵塞了,这是我们要及时取下滤芯用纯净的自来水进行反复清洗。低压系列滤芯还设有旁通阀,当滤芯未及时更换时,旁通阀能自动打开,保证系统正常运转。
烧结网过滤器的保养维修步骤
1.在清洗过程中要特别注意烧烧结网过滤器的清洗,不要变形或损坏,否则会导致过滤精度降低,达不到生产要求。
2.如发现滤芯变形或损坏,马上更换掉。
3.烧结网过滤器的核心部件是过滤的滤芯,滤芯属于易损坏的部件,需要特别的保护。
4.烧结网滤芯长时间工作,会截阻量的杂质,这会时工作速率下降,所以要经常清洗,同时要清洗滤芯。
5.某些精密滤芯,不能多次反复使用,如袋式滤芯、聚丙烯滤芯等。
不锈钢粉末烧结滤芯的保养维护
不锈钢粉末烧结滤芯广泛应用于冶金,石化,纺织,电子及制药等领域,在液压系统中滤芯本来就属于易耗品,平时堵塞后是需要立即更换的。
作为的不锈钢粉末烧结滤芯生产企业,给大家简单介绍一下不锈钢粉末烧结滤芯保养工作(前提是设备正常运行,无异常状况)
1、保证液压油不在高温下使用,液压油在高温下很快会氧化变质;
2、液压站上的空气过滤器要采用既能过滤颗粒的也能过滤水分的不锈钢滤芯过滤器;
3、采用精密不锈钢滤芯过滤液压油,使油品的污染度长期保持在NAS<8级,设备自带的滤芯一般精度太差,不能保证液压油的洁净度,因为液压站的容脏极限只有5um,而自带滤芯的精度往往要大于这个尺寸,科学规定一般液压站的污染度要求控制在NAS小于8级,对于有伺服机构的设备要求更高,要小于7级,若你拆过伺服阀,那你就什么都明白了,为什么液压油的污染度要控制得这么高。***买个精密滤油机进行在线过滤,生产的不锈钢滤芯精度已经达到了0.1um;
4、离心脱水/真空脱水。只要控制好,一般比如说MOBIL,SHELL等,都可以用上5年,但前提是现在假油比较多。
5、定期做一下油品检测。
不锈钢滤芯性能:
额定流量:80-200l/min
工作压力:1.5-2.5pa
过滤面积(m2):0.01-0.20
过滤精度(μm):2-200μm
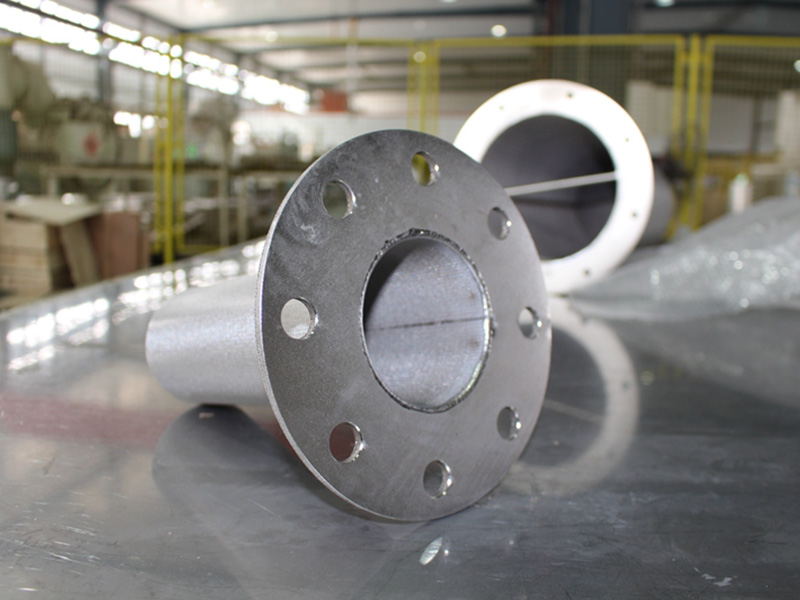
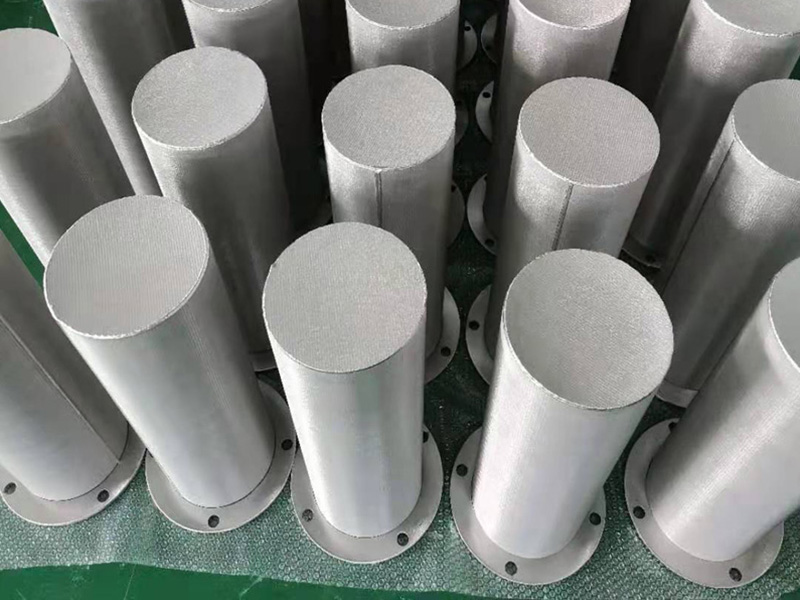
不锈钢粉末烧结滤芯滤材:不锈钢编织网、不锈钢冲孔网。不锈钢粉末烧结滤芯用于重油燃烧系统前级除水,也可用于化工液体过滤,精度2-200um,滤芯材质有304及316L等。适用于电子、石油、化工、医药、食品等工业部门中的预处理和后处理系统上。对含悬浮杂质较低(小于2~5mg/L)的水质进一步净化。
不锈钢粉末烧结滤芯出现堵塞、钢网变形或散架情况应及时更换滤芯,平常做好滤芯的保养,不仅能省下很大的开支,也保证了液压设备的使用寿命,要是长时期使用劣质滤芯,会导致液压设备出现故障,造成的后果是不堪设想的,所以做好不锈钢粉末烧结滤芯的保养和维护是非常有必要的。
多层金属烧结网在清洗前的要求准备工作
1.取多层金属烧结网设备的时候,应该倒着提,使得多层金属烧结网平稳落地,切不能扔落地上;
2.多层金属烧结网清洗完之后要用空气吹干,不能清洗完之后直接安装上去,这样是很容易失去过滤效果的;
3.滤布清洗干净之后,如果是发现初阻力低于一次安装时的阻力,这时候不应该再使用,要直接更换一个,经过两次清洗之后一般也要进行更换的;
4.清洗过滤器检查有无损坏,有损坏的话要及时更换,以免影响过滤效果。
金属烧结网烧结与热处理工艺操作包括:装料、抽真空、脱气、加热、充氩气、保温、冷却、出炉等进程。
装炉是先将压坯装在烧结用的托盘或料盒中。托盘或料盒用钼片、耐热钢或石墨等耐高温资料制成,以免在烧结时变形。装料时要求压坯之间不直接触摸,以避免坯块在烧结时相互粘连,也可用钼片将坯块互相隔开。然后将装好料的托盘或料盒推人炉内,盖好炉盖并密封。
开动真空机组抽真空,抽除烧结室内的空气和附着在压坯上的气体。用机械泵抽真空至高真空泵人口要求的真空度后,再打开高真空泵。一般要求二级抽真空到1.3XlO-ZPa。
炉子通电加热,在400—500~C温度下持续抽气。这一进程可消除压坯的残余应力,也使压坯内外吸附的气体及成型时增加的润滑剂、造粒剂等有机介质逐步分化和蒸发。
脱气后使炉子升温到烧结温度。关于不同的资料,烧结温度也不同,应**测定和控制烧结温度。温度过高会使制品软化和变形,晶粒粗大甚至报废。烧结温度过低,压坯细密化速度变慢,延长了烧结时刻,使设备利用率下降,一起会使产品功能达不到要求。
跟着温度的升高,在抽真空作用下,压坯内气体扫除趋于彻底。关于在维护气氛下的烧结,此时要向烧结室充人氩气,使烧结在维护气氛中完成。充氩气后中止真空机组作业,以减少功率消耗。
金属烧结网在烧结温度下保温一段时刻,使烧结进程中所发作的坯体细密化充分进行,给制品的气孔缩短、消除以及向晶体转变以满足的时刻。保温时刻的长短视烧结制品的多少和尺寸大小而定。可采用测量制品的密度和磁功能来确认合适的烧结温度和保温时刻。
金属烧结网滤芯烧结后的制品温度很高,假如直接出炉会引起焚烧和粉化,因而出炉前有必要冷却。冷却速度对磁体功能有一定影响,缓慢冷却时,磁体内的相结构会发作变化,产生一些对磁功能晦气的相,因而应快速冷却,以保持烧结态的相结构。在生产中,烧结体的冷却与热处理联接进行。