20年生产经验
20年生产经验
专注过滤产品研究
全国咨询服务电话
18838707119
20年生产经验
专注过滤产品研究
18838707119
先进真空烧结生产线·精密检测设备
应用广泛 精度稳定 纳污量大 自主研发
在高温情况下使用多层金属烧结网时还需考虑以下问题
a)烧结网在工作中由于摩擦所产生的热量。
b)由于制造工艺不同导致金属烧结网的热膨胀系数的不同,当不同的材料焊接在一起时,有出现热疲劳的可能性。
c)当环境温度超过400℃时零件之间的膨胀造成间歇减小的情况也应该充分考虑。
d)蠕变。
e)普通金属烧结网在高温下工作有热脆性,金属过滤烧结网亦然。
f)碳析出的脆性;
g)温度变化对不锈钢过滤烧结网使用的影响(冷却和膨胀);
h)高温环境对润滑的影响,硅、石墨和二硫化钼润滑油均有良好的抗热性。
不锈钢烧结网损坏过快的原因:主要有粘土堆积、电动机转向错误、筛网与筛框贴合不紧及筛网质量差等。在粘土堆积振动幅度过小,在聚合物钻井液条件下很难筛分,不能有效克服钻屑的粘性力,导致钻屑在筛网上堆积而快速损坏筛网。
不锈钢烧结网损的解决方法: 1.增大振动幅度 2.用喷洒的水冲筛网和钻屑,减小钻屑的粘性。 3.调整排砂口端的筛网角度向下,利于岩屑靠重力排出,但是可能会导致跑浆。4.更换筛网的目数或调整单筛的流量,保证钻井液的流止点接近筛网出口,让钻屑在钻井液的润滑作用下顺利排出。
多层金属烧结网在清洗前的要求准备工作
1.取多层金属烧结网设备的时候,应该倒着提,使得多层金属烧结网平稳落地,切不能扔落地上;
2.多层金属烧结网清洗完之后要用空气吹干,不能清洗完之后直接安装上去,这样是很容易失去过滤效果的;
3.滤布清洗干净之后,如果是发现初阻力低于一次安装时的阻力,这时候不应该再使用,要直接更换一个,经过两次清洗之后一般也要进行更换的;
4.清洗过滤器检查有无损坏,有损坏的话要及时更换,以免影响过滤效果。
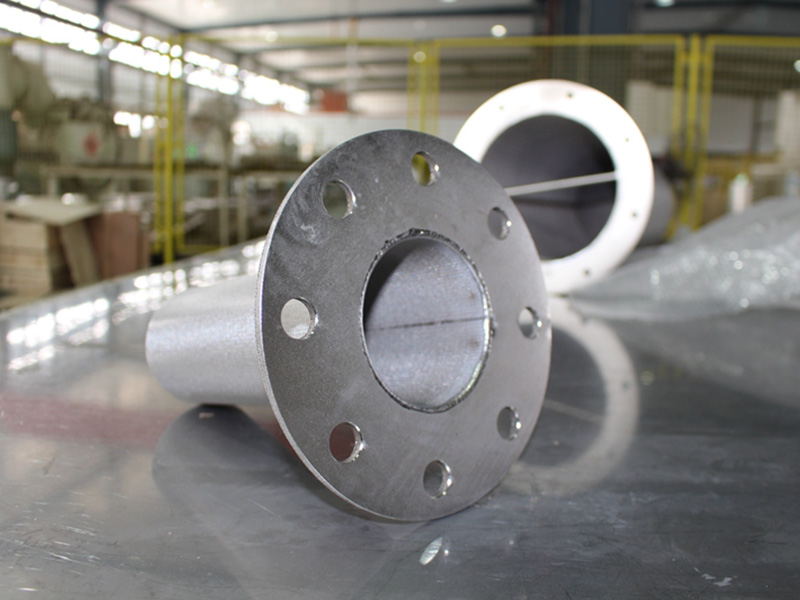
烧结网过滤器使用前必须检查配件和密封圈是否齐全,有无损坏,然后按要求把它装好.新的过滤器必须用清洁剂清洗干净(请不要用酸类清洗)洗净后用高温蒸汽杀菌、消毒、洗净的滤器要放好,避免污染.
在烧结网过滤器的安装时进出口不要接反,管道滤器底板边上的口是液体进口处,管道接在滤芯插口的管子是干净液体出口处.新的滤芯是生产厂家在洁净的生产厂房内用塑料袋封装的未使用切勿撕破塑料包装,使用要求较高的滤芯,安装好后要经过高温蒸汽杀菌消毒.
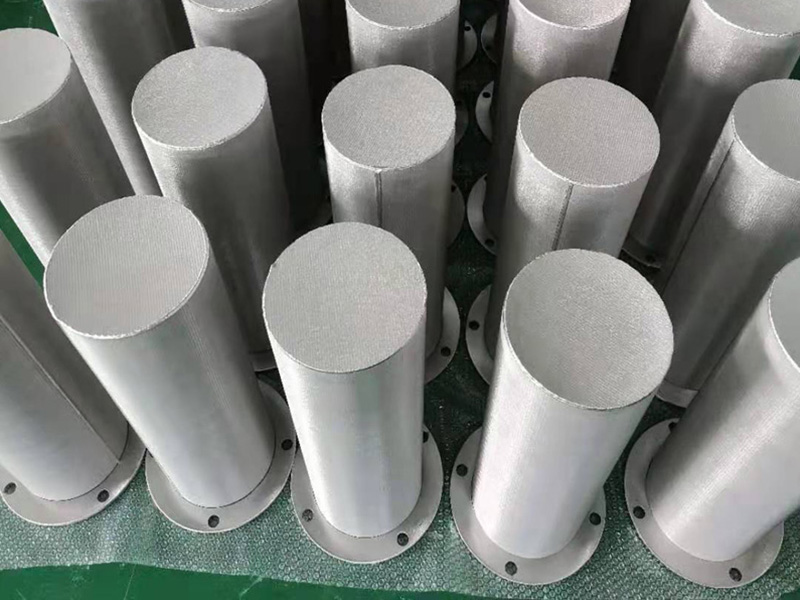
气流实际通过滤料的面积称为"有效过滤面积".除少量低效率过滤器外,有效过滤面积经常是过滤器迎风面的数倍、数十倍,有时达一百倍.
被捕捉到的粉尘大都集中在过滤材料的迎风面上.空气过滤器中的有效过滤面积大,能容纳的粉尘就多,过滤器的使用寿命就长.有效面积大,穿过单位面积的风速就低,过滤器的阻力就小增大有效过滤面积是延长过滤器使用寿命的**显著手段.经验表明,对于同种结构、同样滤料的过滤器,当终阻力确定时:滤料面积增加50%,过滤器的使用寿命会延长70%~80%;增加一倍,过滤器的使用寿命是原来的约3倍.
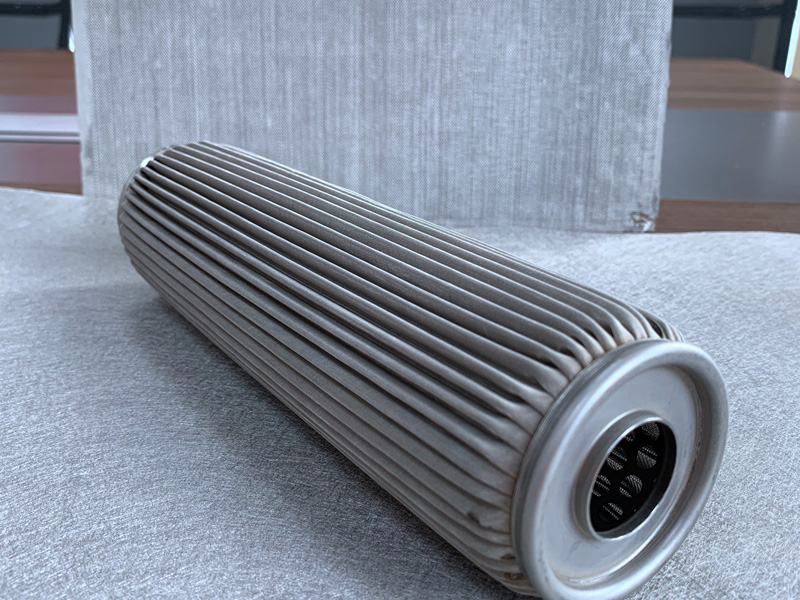
当然,要根据烧结网过滤器的特定结构和现场条件来考虑增加有效过滤面积的可能性.例如袋式过滤器,可以增加滤袋的数量和滤袋的长度;对于传统有隔板过滤器,可以同厂家探讨降低隔板的间隔以增加滤纸的褶数;对于设计中的项目,可以选择能容纳过滤材料多的那种空气过滤器.
不锈钢烧结网虑盘抛光中要注意的问题
用砂纸抛光应注意以下几点:
( 1 )用砂纸抛光需要利用软的木棒或竹棒。在抛光圆面或球面时,使用软木棒可更好的配合圆面和球面的弧度。而较硬的木条像樱桃木,则更适用于平整表面的抛光。修整木条的末端使其能与钢件表面形状保持吻合,这样可以避免木条(或竹条)的锐角接触钢件表面而造成较深的划痕。
( 2 )当换用不同型号的砂纸时,抛光方向应变换 45 ° ~ 90 °,这样前一种型号砂纸抛光后留下的条纹阴影即可分辨出来。在换不同型号砂纸之前,必须用 100 %纯棉花沾取酒精之类的清洁液对抛光表面进行仔细的擦拭,因为一颗很小的沙砾留在表面都会毁坏接下去的整个抛光工作。从砂纸抛光换成钻石研磨膏抛光时,这个清洁过程同样重要。在抛光继续进行之前,所有颗粒和煤油都必须被完全清洁干净。
( 3 )为了避免擦伤和烧伤工件表面,在用 #1200 和 #1500 砂纸进行抛光时必须特别小心。因而有必要加载一个轻载荷以及采用两步抛光法对表面进行抛光。用每一种型号的砂纸进行抛光时都应沿两个不同方向进行两次抛光,两个方向之间每次转动 45 ° ~ 90 °。
钻石研磨抛光应注意以下几点:
( 1 )这种抛光必须尽量在较轻的压力下进行特别是抛光预硬钢件和用细研磨膏抛光时。在用 #8000 研磨膏抛光时,常用载荷为 100~200g/cm2 ,但要保持此载荷的精准度很难做到。为了更容易做到这一点,可以在木条上做一个薄且窄的手柄,比如加一铜片;或者在竹条上切去一部分而使其更加柔软。这样可以帮助控制抛光压力,以确保模具表面压力不会过高。
( 2 )当使用钻石研磨抛光时,不仅是工作表面要求洁净,工作者的双手也必须仔细清洁。
( 3 )每次抛光时间不应过长,时间越短,效果越好。如果抛光过程进行得过长将会造成“橘皮”和“点蚀”。
( 4 )为获得高质量的抛光效果,容易发热的抛光方法和工具都应避免。比如:抛光轮抛光,抛光轮产生的热量会很容易造成“橘皮”。
( 5 )当抛光过程停止时,保证工件表面洁净和仔细去除所有研磨剂和润滑剂非常重要,随后应在表面喷淋一层模具防锈涂层。
由于不锈钢烧结网虑盘抛光主要还是靠人工完成,所以抛光技术目前还是影响抛光质量的主要原因。除此之外,还与模具材料、抛光前的表面状况、热处理工艺等有关。