20年生产经验
20年生产经验
专注过滤产品研究
全国咨询服务电话
18838707119
20年生产经验
专注过滤产品研究
18838707119
先进真空烧结生产线·精密检测设备
应用广泛 精度稳定 纳污量大 自主研发
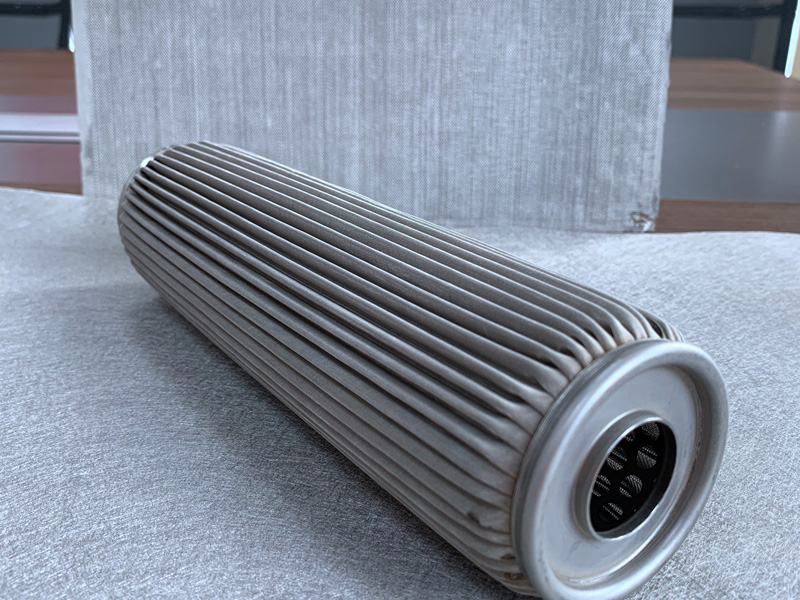
烧结毡折叠滤芯使用注意事项
1、高温合金粉末烧结毡折叠滤芯属消耗品,虽比其它过滤元件耐用,但在清洗和拆装过程中应注意不要划伤及碰、砸、摔等现象,防止人为损伤。严禁用工具对滤芯表面施力。
2、一般情况下滤液由滤芯外向里过滤,不提倡反向过滤。
3、过滤时,缓缓加压至需要的工作压力,严禁瞬间开足阀门迅速增压。
4、很大工作压力≤3MPa过滤效率低于50%时,要及时用洁净空气或洁净液在线反吹反冲洗。
5、高温合金粉末烧结毡折叠滤芯在进行反吹和反冲洗时,一般先用纯净气体反吹,反吹压力是工作压力的1.2-1.5倍,每次反吹时间3-5秒,反复操作4-6次后用洁净液进行反洗,反洗3-5分钟,2-3操作次。
6、如烧结毡折叠滤芯在线反吹反冲洗后,压损仍较为严重,要及时拆下来进行清洗。
烧结毡滤芯使用不当的原因和避免方法
1.未正确选择滤芯。 选择滤芯时,它不适合当前的工作环境。 滤芯选择过高,或压力超过其允许的较高工作压力。 它还会使滤芯吸收扁平现象。
2,安装不当,滤芯的安装应准确,稳定,过滤元件未固定时,过滤工作已经开始,过滤元件损坏。
3.过滤器元件堵塞,不能及时更换。 过滤元件严重受到工件中污染物的阻挡,并且不能及时清洁,导致过滤元件的压力差增大,并且过滤元件的强度不足以使过滤元件被吸入。
烧结毡反吹滤芯怎样做出正确的选择
过滤精度高,压差小,流量大,纳污量大,运用寿命长;过滤孔径内小外大,具有良好深层过滤作用;滤芯由多种资料制成,可各种液体过滤要求,到达佳过滤作用。过滤精度:滤芯长度作业压力:≤0.5MPa;大压降:0.2MPa;、作业温度。
丙纶线:≤60℃;脱脂棉线:不锈钢骨架≤120℃。折叠滤芯折叠滤芯是一种固定型深度过滤芯,选用纯聚丙烯制成。滤芯介质选用聚丙烯热溶纤维膜,不运用表面活性剂或粘接剂,产品具有的化学适用性。耐酸、碱等化学试剂及有机溶剂腐蚀。
有亲水和亲气性,适用于各种液体和气体的过滤;可反冲,不行再生;作业压差低:熔喷滤芯熔喷滤芯是选用无毒无味的聚丙烯粒子,通过加热熔融、喷丝、牵引、承受成形而制成的管状滤芯。本身洁净度高,对水质无污染。
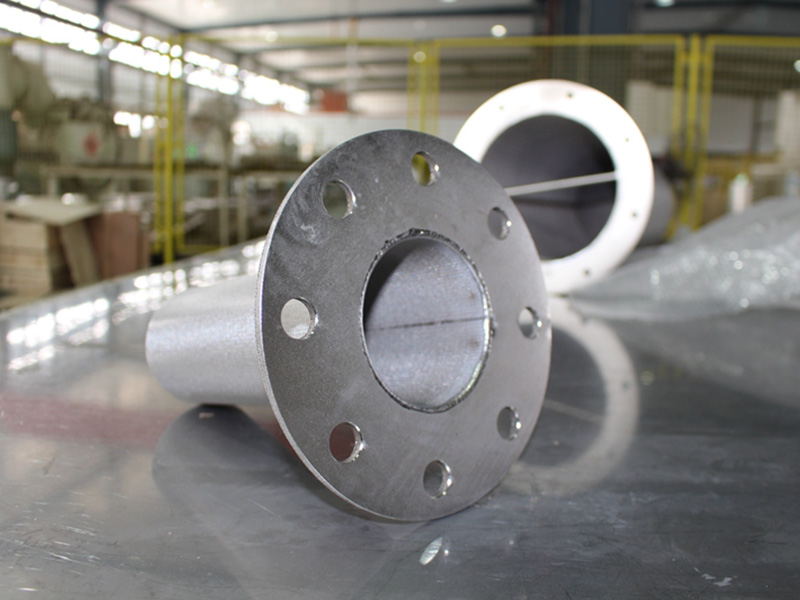
金属纤维烧结毡生产工艺制造
●金属纤维滤毡的性能:85%的高孔隙率可保证滤材通过大流量,足够长的在线寿命和非常低的压力降,从而比选用其他滤材的过滤面积小。
●烧结金属纤维滤毡的多孔结构使得用户可以在机上进行在线反吹或反冲洗。
●薄膜型的滤材容易折波和焊接。烧结过程中纤维的交联处被熔焊在一起使滤材具有高强度,加之足够大的内部空间,滤材可以承受热冲击、高压力以及频繁地反向脉冲清洗。
●不同合金材质的金属纤维滤材可以被用于高温,甚至高达1000℃的高腐蚀工况,其他材质如化纤或陶瓷等非金属织物无法与之相比。
●滤材的梯度型孔结构可以达到更高的效率。作为深度型过滤时,正向安装时具有足够高的纳污能力;作为表面型过滤时,反向安装形成滤饼可以进行在线反洗。
●不绣钢和其他的合金具有热膨胀性低、不脆、易焊接、受热冲击不变形的特点,可以选择合适的合金来满足强度和苛刻的工况需求。
●在应用深度过滤时,建议以选择多层结构,以增加纳污能力。
●烧结金属纤维滤毡生产出许多形状和系列:烛芯式滤芯(折波或不折波)、碟片式滤盘。当需要高压精细熔体过滤时,用烧结有双面职称网的金属纤维滤材加工的滤盘替代滤芯过滤效果会更好。
烧结毡上料机在生产中存在的问题
1 .如果在焊接过程中出现缺陷,我们需要手工研磨它们,并且会有抛光痕迹,这会导致表面不均匀影响外观。
2.生产过程中产生的划痕很难去除。即使采用了酸洗和钝化的全过程,也不能完全去除划痕。同时,焊接过程中产生的物质溅到不锈钢表面会产生化学反应,导致生锈。
3.面对大面积的不锈钢,如果抛光稍微少,就会造成不均匀,无法达到理想的**果。而且处理需要话费大量资金和工时,严重影响聚结滤芯生产**率。
4.酸洗作为一种清洗金属表面杂质有**方法,太原不锈钢工作台定做,但它不是的面对等离子切割、火焰切割所产生的黑色氧化皮等顽固物,清洁时会**乏力。
5人为因素影响,在我们的处理,销售,包装,加工过程中,碰撞和阻力不可避免地会对产品表面造成严重划痕,但这一因素可以避免。
不锈钢纤维烧结毡用于流体过滤工艺
一阶段(即稳定阶段):不锈钢纤维烧结毡过滤器过滤材料是清洁的,其材料结构形状是固定的。 在过滤的初始阶段,当含尘流体通过过滤材料的孔道时,获得各种过滤机制。 在联合作用下,与污染颗粒混合的流体将快速计数,填充过滤材料的各个通道,并将其存储在内孔的表面或过滤材料的表面上。 随着渗流的继续,流动主要沿着法线方向。 隧道的运动,此时,过滤材料的阻力相对稳定,这个阶段实际上是短暂的并且很快就会结束。
二阶段(即,不稳定阶段):不锈钢纤维烧结毡随着过滤材料的孔变得更窄并且甚至被阻塞,被污染的颗粒积聚在过滤材料的表面上以形成滤饼,形成新的过滤层。 这是过滤材料的主要工作条件。 在这种状态下,系统污染的颗粒应该被滤饼和过滤介质双重过滤。 此时,过滤材料的阻力上升,过滤处于不稳定状态,并进行过滤。 效率远高于过滤材料表面上的滤饼。
烧结毡除尘滤筒在烧结工艺中的总结
(1) 经过烧结炼铁工艺处理铬渣,能够比较彻底地对铬渣中的Cr6 + 进行解毒。
(2) 在现有烧结工艺条件下,配加一定量的铬渣,对烧结矿的主要技术指标无明显影响,烧结矿的质量有保证。
(3) 铬渣作为一种有毒的工业废物,在烧结生产工艺过程中可代替一定量的消石灰和白云石做烧结熔剂,能产生一定的经济效益。
(4) 经过采取严密的防护措施,不会产生二次污染。
(5) 在烧结配烧铬渣解毒过程中,会对烧结利用系数产生一定影响,铬渣配加量必须控制在1. 6 %以内。
(6) 为防止在配烧铬渣过程中岗位职工受到伤害,应为配烧铬渣岗位职工配发标准的劳动保护用品—披肩、护目镜、防毒防尘口罩、橡胶手套、高帮工作鞋。
(7) 利用烧结炼铁工艺解毒处理铬渣是一种**经济、处理量**大、处理速度**快的方法,值得推广。
烧结毡聚酯熔体滤芯清洗验收工作
1. 验收标准用30倍放大镜检查:滤芯内外可看到表面的洁净,滤芯见本色、无损坏。设备腐蚀率:不锈钢≤1g/(m2·h);清洗过程用挂片测定方法。逐根测定清洗后滤芯压缩空气过滤压差(所有孔基本打开)不大于3158Pa(新滤芯不大于2763Pa)。
2.清洗效果
表面检查用30倍放大镜检查滤芯内外,可看到滤芯表面洁净如新,可见金属本色、无损坏。
3.腐蚀率检查
原料油过滤器所用滤芯清洗时用挂片方法进行检测符合要求,结果如下:
50支滤芯(三次测量)腐蚀率平均数据为0.66g/(m2·h),0.69g/(m2·h),0.71g/(m2·h);60支滤芯(三次测量)腐蚀率平均数据为0.73g/(m2·h),0.75g/(m2·h),0.77g/(m2·h),都小于不锈钢清洗标准≤1g/(m2·h)。
4.通透性检查清洗
前对原料油过滤器的330支滤芯,抽样了33支滤芯用压缩空气方法进行空气通透性检测,抽测量占总数的10%。测结果见表2。
从述检测结果可以看出都不大于3158Pa,清洗后的滤芯达到清洁目的,每一支滤芯的通透量完全达到90%以上,该清洗是有效的。
4. 使用情况清洗后经过4个月的运行,达到了使用要求。
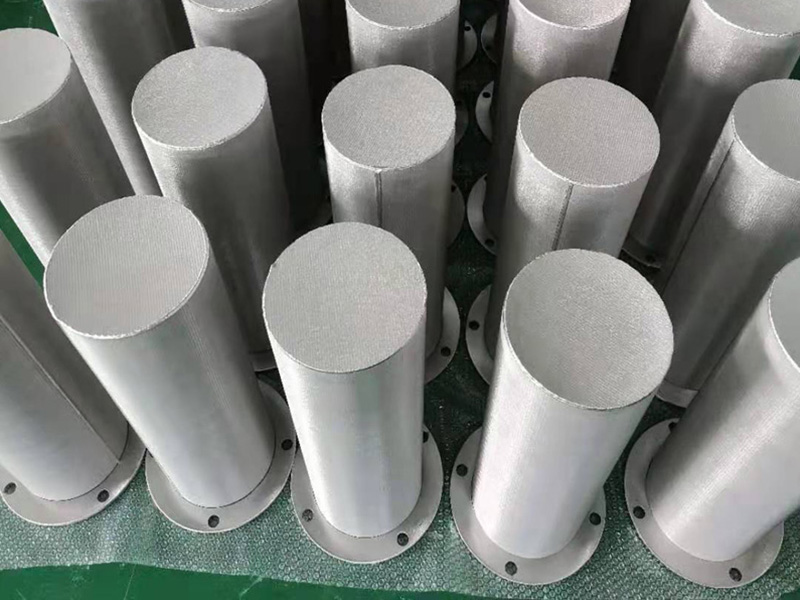
不锈钢烧结毡的烧结方法
不锈钢烧结毡的烧结方法指固态粉末经过成型后,在加热至一定温度的条件下开始收缩、致密化,**后形成致密坚实整体的过程。当然多孔材料等特殊制品除外。
烧结方法主要有以下几种:
①常压烧结法:在通常的大气压力和气氛条件下,根据材料,按所需的温度和时间进行烧结。常压烧结成本低,是**普通的烧结法。
②热压法:对于填充在模具内的粉料一边沿单轴方向加压,一边加热,有时温度上升后再加压,加热时几乎都采用高频感应法。此法烧结的材料强度高,致密性好。
③高温等静压法:此方法使物料受到各向同性的压力,这样就能在极低的温度下烧结,使常压不能烧结的材料有可能烧结。
此方法所得制品性能优良,是其他方法无法比拟的,但是高温等静压法设备及其运转费昂贵。
烧结毡烧结网通用的清洗原理和方法:
A、 化学清洗
常用**广泛和有效的清洗溶剂为酸碱清洗液。化学清洗法是针对收集聚脂凝结物过滤器常用的效果**好的清洗方法。
B、 超生波清少方法
超生波能是一种连续加压和膨胀的波能,这种能量施加于液体,产生气穴,连续破裂,造成超声波有效清洗作用。
C、 热处理清洗
真空热解,加热洪箱,液化床,热盐浴这几种是在用化学清洗方法不能奏效时应考虑的处理方法。
清洗后的滤芯做冒泡(对折叠部分的滤芯要特别注意)完整性检查,及测定滤芯的压力降。