20年生产经验
20年生产经验
专注过滤产品研究
全国咨询服务电话
18838707119
20年生产经验
专注过滤产品研究
18838707119
先进真空烧结生产线·精密检测设备
应用广泛 精度稳定 纳污量大 自主研发
为什么不锈钢烧结毡会出现白点?
1.白点的出现是凝固过程中炼钢过程中钢水中吸收的氢沉淀的结果。 铸锭和铸钢具有许多可容纳空气的大内部孔隙,并且氢气在沉积时不会引起大的内应力。
对白斑不敏感。 锻造零件后,锻件内部压实,锻造较大的空气保持孔。 在冷却过程中,沉淀的氢原子与锻件内部的一些微孔中的成分结合(或与钢中的碳反应形成甲烷CH4)并产生相当大的压力(当钢中氢的质量分数为0.001%时) 在400℃时,该压力可以达到1200Pa或更高),金属膨胀,产生裂纹并膨胀。
2.白点,也称为氢脆,是大型锻件的主要缺陷,主要发生在中碳合金钢(马氏体和珠光体钢)的锻件中。 锻造尺寸越大,白点越容易形成。
锻造对白点敏感的大型钢锻件,特别是锻件,如转子和发电站的叶轮,应特别小心。 白点的特征在于在纵向裂缝上具有圆形或椭圆形形状和直径几微米至几十毫米的银色斑点,并且在白点附近没有塑性变形。 裂缝的来源是平行于轴线的平滑圆形区域。
3.白点的形成与压力有关。 当奥氏体转变为马氏体并分解成珠光体时,产生内应力。 铁素体钢和奥氏体钢由于冷却不发生相变,并且没有组织应力,因此通常不会出现白点。
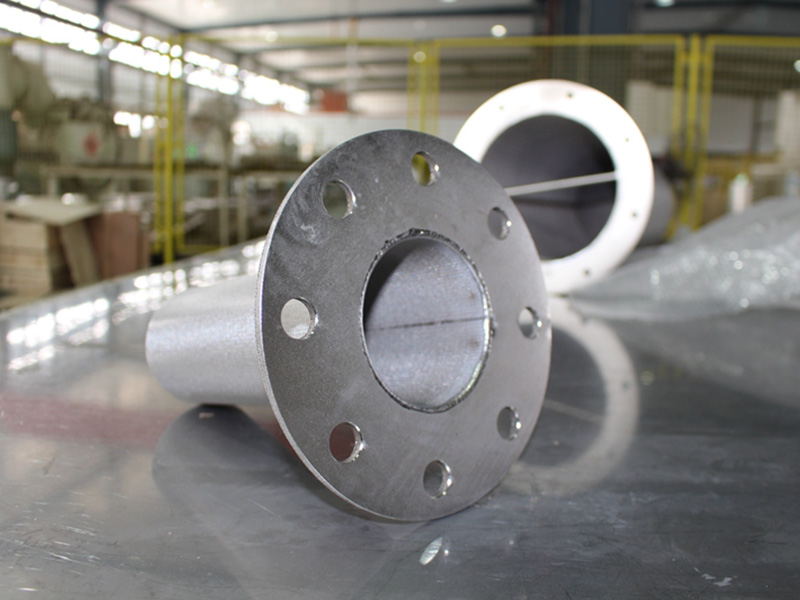
尽管钢在冷却过程中具有较大的结构应力,但这些钢中稳定的氢化物和复合碳化物的形成阻碍了氢的沉淀,并且不会产生白点。铁铬铝纤维烧结毡配料与混合
①配料
配料目的:获得化学成分和物理性质稳定的烧结矿,满足高炉冶炼的要求。
常用的配料方法:容积配料法和质量配料法。
容积配料法是基于物料堆积密度不变,原料的质量与体积成比例这一条件进行的。准确性较差。
质量配料法是按原料的质量配料。比容积法准确,便于实现自动化。
②混合
混合目的:使烧结料的成分均匀,水分合适,易于造球,从而获得粒度组成良好的烧结混合料,以保证烧结矿的质量和提高产量。
混合作业:加水润湿、混匀和造球。
根据原料性质不同,可采用一次混合或二次混合两种流程。
一次混合的目的:润湿与混匀,当加热返矿时还可使物料预热。
二次混合的目的:继续混匀,造球,以改善烧结料层透气性。
用粒度10~Omm的富矿粉烧结时,因其粒度已经达到造球需要,采用一次混合,混合时间约50s。
使用细磨精矿粉烧结时,因粒度过细,料层透气性差,为改善透气性,必须在混合过程中造球,所以采用二次混合,混合时间一般不少于2.5~3min。
我国烧结厂大多采用二次混合。
烧结毡滤芯使用不当的原因和避免方法
1.未正确选择滤芯。 选择滤芯时,它不适合当前的工作环境。 滤芯选择过高,或压力超过其允许的较高工作压力。 它还会使滤芯吸收扁平现象。
2,安装不当,滤芯的安装应准确,稳定,过滤元件未固定时,过滤工作已经开始,过滤元件损坏。
3.过滤器元件堵塞,不能及时更换。 过滤元件严重受到工件中污染物的阻挡,并且不能及时清洁,导致过滤元件的压力差增大,并且过滤元件的强度不足以使过滤元件被吸入。
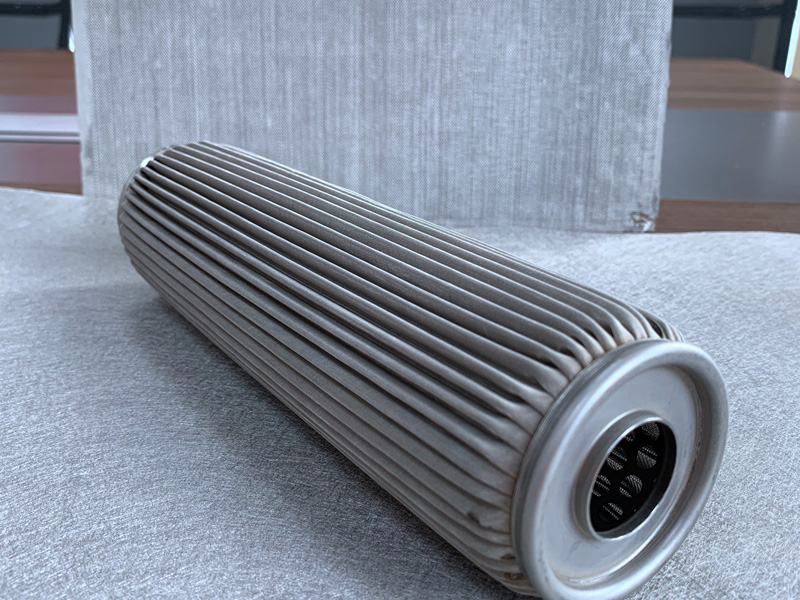
铁铬铝纤维烧结毡在折叠滤芯需注意什么
**先弄分明是过滤液体还是气体。并依据液体或者气体的特性选择滤膜资料或者是密封资料(参考化学兼容性表),过滤水溶液普通用亲水膜,过滤有机溶剂能够选用疏水膜,过滤空气用疏水膜。
过滤的流量依据消费工艺提供的通量来思索过滤器大小,滤芯数量。普通来说滤芯(10英寸)的流量为0.5吨/小时(过滤水的通量),比方要到达1.0T的通量,能够选用一芯30英寸的过滤器,适量的留一些余地,由于随着过滤的停止,杂质在滤膜表层积聚。
会招致通量降落,假如选用一芯20英寸的过滤器,那么则有可能达不到请求,压力、温度依据过滤时的过滤温度上下、压力上下,消毒条件等来肯定适宜的滤芯。普通的滤芯工作温度在80~90℃。活性炭纤维为65℃,不锈钢折叠为200℃。
钛烧结滤芯可到达280℃,压力为0.42Mpa/正向,钛烧结的为0.5Mpa,不锈钢折叠滤芯为0.6Mpa.过滤请求过滤需求到达的水平或者说精度(除菌、除颗粒请求)。深层膜过滤和膜过滤,两者的过滤**率是不一样的,例如除菌根本上选用精度0.2um;去除可见颗粒选择相对精度10-20um即可。
烧结毡滤芯清洗滤芯需要的设备和原料
1)清洁炉:能在持续380℃的温度下烘烤滤芯上过量的油垢杂质。
2)数控超声波清洗机。
3)可调压的喷淋设备。
4)可加热的清洗罐。
5)强力清洗剂、**水基清洗剂。由于氯离子会引发奥氏体不锈钢晶间腐蚀,所以选用的强力清洗剂、**水基清洗剂均不含氯化物。
6)所用的清洗水为深井水,经过5μm的过滤设备过滤,水中氯离子含量小于20mg/L。
7)所用的气体经过5μm除尘设备过滤。