20年生产经验
20年生产经验
专注过滤产品研究
全国咨询服务电话
18838707119
20年生产经验
专注过滤产品研究
18838707119
先进真空烧结生产线·精密检测设备
应用广泛 精度稳定 纳污量大 自主研发
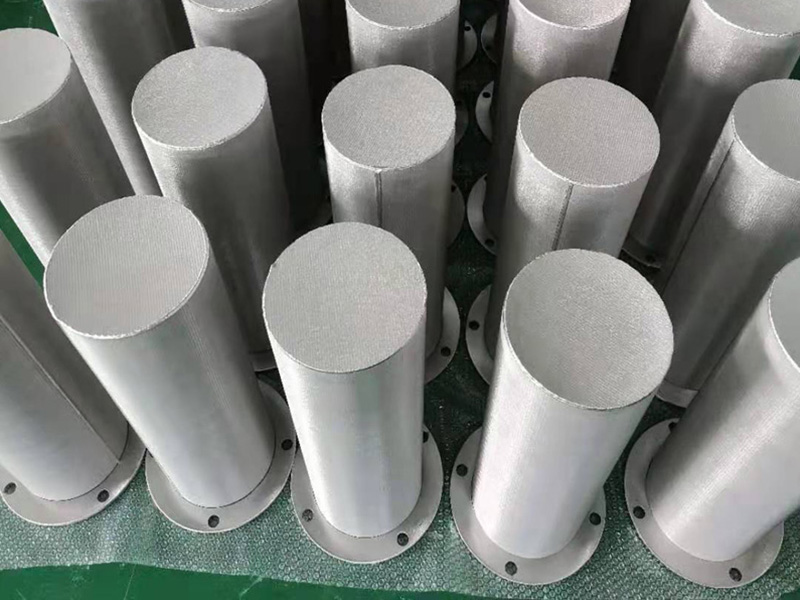
烧结毡聚酯熔体滤芯清洗验收工作
1. 验收标准用30倍放大镜检查:滤芯内外可看到表面的洁净,滤芯见本色、无损坏。设备腐蚀率:不锈钢≤1g/(m2·h);清洗过程用挂片测定方法。逐根测定清洗后滤芯压缩空气过滤压差(所有孔基本打开)不大于3158Pa(新滤芯不大于2763Pa)。
2.清洗效果
表面检查用30倍放大镜检查滤芯内外,可看到滤芯表面洁净如新,可见金属本色、无损坏。
3.腐蚀率检查
原料油过滤器所用滤芯清洗时用挂片方法进行检测符合要求,结果如下:
50支滤芯(三次测量)腐蚀率平均数据为0.66g/(m2·h),0.69g/(m2·h),0.71g/(m2·h);60支滤芯(三次测量)腐蚀率平均数据为0.73g/(m2·h),0.75g/(m2·h),0.77g/(m2·h),都小于不锈钢清洗标准≤1g/(m2·h)。
4.通透性检查清洗
前对原料油过滤器的330支滤芯,抽样了33支滤芯用压缩空气方法进行空气通透性检测,抽测量占总数的10%。测结果见表2。
从述检测结果可以看出都不大于3158Pa,清洗后的滤芯达到清洁目的,每一支滤芯的通透量完全达到90%以上,该清洗是有效的。
4. 使用情况清洗后经过4个月的运行,达到了使用要求。
烧结毡反吹滤芯怎样做出正确的选择
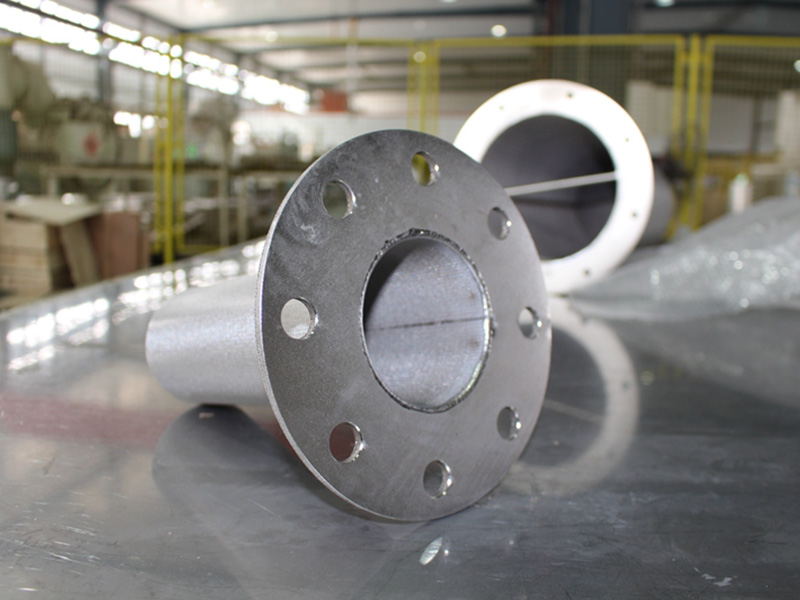
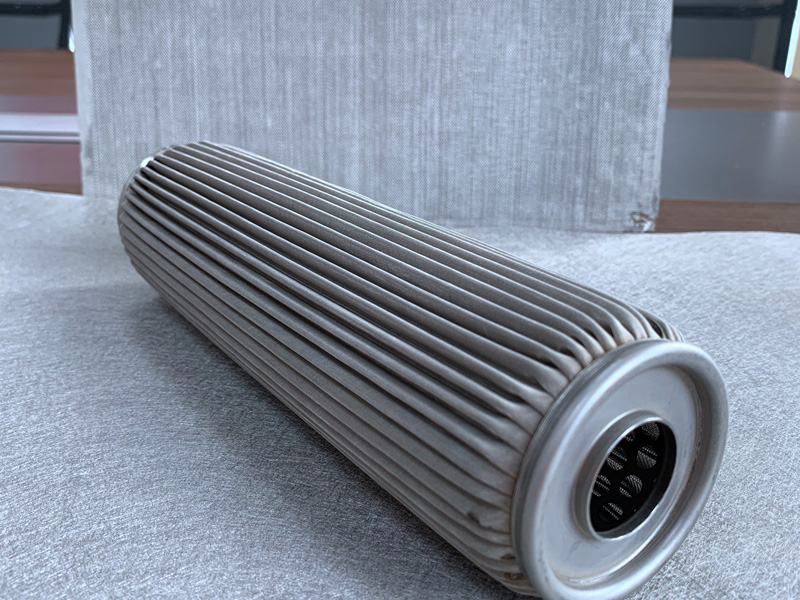
过滤精度高,压差小,流量大,纳污量大,运用寿命长;过滤孔径内小外大,具有良好深层过滤作用;滤芯由多种资料制成,可各种液体过滤要求,到达佳过滤作用。过滤精度:滤芯长度作业压力:≤0.5MPa;大压降:0.2MPa;、作业温度。
丙纶线:≤60℃;脱脂棉线:不锈钢骨架≤120℃。折叠滤芯折叠滤芯是一种固定型深度过滤芯,选用纯聚丙烯制成。滤芯介质选用聚丙烯热溶纤维膜,不运用表面活性剂或粘接剂,产品具有的化学适用性。耐酸、碱等化学试剂及有机溶剂腐蚀。
有亲水和亲气性,适用于各种液体和气体的过滤;可反冲,不行再生;作业压差低:熔喷滤芯熔喷滤芯是选用无毒无味的聚丙烯粒子,通过加热熔融、喷丝、牵引、承受成形而制成的管状滤芯。本身洁净度高,对水质无污染。
不锈钢烧结毡如何改进透气性
一、对不锈钢烧结毡的混合机工艺参数进行优化,同时在滚筒内安装刮刀和稀土含油尼龙花衬板,减轻滚筒内壁粘料,确保混合机具有较好的混匀、制粒效果。
二、可以通过改变混合机的漏洞装置,对漏洞装置下面进行改进,在漏洞下面增加振动装置,并且每隔一段对混合机进行振动作业,不过不建议用水洗方式处理漏斗堵塞,这样的处理方式解决不了堵料的难题,而且会增加设备负担。
三、改变混合机的加水方式,把原来的淋水方式改成雾化方式,同时增加水管,并依据加水曲线确定每排加水管在滚筒内伸入的位置
纤维丝径对纤维烧结毡的影响
当烧结温度一定时,纤维丝径对纤维搭接点形貌的影响较大,本文以1 250 ℃为例进行分析。由上述分析可知,在1 250 ℃温度下,4 μm纤维在烧结颈处完全熔合在一起,6 μm纤维在烧结颈处部分熔合,8 μm纤维烧结颈未发生熔合且烧结颈直径大于纤维丝径,12 μm纤维烧结颈直径小于纤维丝径,22 μm纤维毡烧结颈直径较小,且在电镜检测烧结颈时不易发现,只在纤维某些特殊位置才能发现。另外,在同等条件下,纤维丝径越细,烧结速度越快。
纤维丝径对纤维烧结毡的影响主要有以下2个方面:1)纤维丝径越细,纤维的比表面积越大,纤维表面原子的表面能垒越低,且原子扩散距离减小,同等条件下细丝径纤维率**行表面扩散,并完成烧结的3个过程,粗丝径纤维烧结速度则较慢,甚至纤维搭接点还没有完成表面扩散;2)由于金属纤维特殊的生产工艺,细丝径的金属纤维储存了更多的形变能,当烧结进入到中后期主要发生晶界扩散和体扩散,此时形变能将作为烧结驱动力提高晶界扩散和体扩散的速度,丝径为4和6 μm纤维毡由于沿长方向的原子扩散,烧结颈附近纤维开始出现收缩的现象。
金属纤维烧结毡作为一种过滤材料,在烧结之前,其纤维随机排列,相互接触,此时纤维烧结毡还不是一个整体,纤维之间无法保持一定的孔结构;经过烧结后,纤维烧结毡就具备了一定的强度和结构。纤维搭接点的扩散焊接对纤维烧结毡的性能有着很大的影响,如纤维过熔,将影响纤维毡的平均孔径,甚至出现漏点。纤维烧结毡的状态将影响纤维毡的韧性和强度,纤维烧结毡后的晶粒大小将影响纤维烧结毡的耐蚀性能等。
烧结毡上料机的工艺
低硫原料配入法
烧结毡上料机气中的SO2的来源主要是铁矿石中的FeS2或FeS、燃料中的S(有机硫、FeS2或FeS)与氧反应产生的,一般认为S 生成SO2的比率可以达到85%~95%. 因此,在确定烧结原料方案时,适当地选择配入含硫低的原料,从源头实现对SO2排放量的控制,是一种简单易行有效的措施。
该法因对原料含硫要求严格,使其来源受到了一定的,烧结矿的生产成本也会随着低硫原料的价格上涨而增加。就原料短缺的现状来看, 此法难以**推广应用。
高烟囱稀释排放
烧结毡上料机气中SO2的质量浓度一般在1000~3000 mg/m3且烟气量大,若回收在经济上投资较大,故大多数国家仍以高烟囱排放为主,如美国烟囱**高达360m.
我国包钢烧结厂采用低含硫原料、燃料,烧结烟气经200m高烟囱排放,SO2**大落地质量浓度在0. 017mg/m3以下。宝钢的烧结厂采用200 m高烟囱稀释排放。这种方法简单易行,又比较经济。从长远来看,高烟囱排放仅是一个过渡。但在当时条件下,采用高烟囱稀释排放作为控制SO2 污染的手段是正确的。
烟气脱硫法
低硫原料配入法和高烟囱排放简单易行,又较经济。但我国SO2的控制是排放浓度和排放总量双重控制,因此,为根本消除SO2污染,烟气脱硫技术在烧结厂的应用势在必行。
烟气脱硫是控制烧结烟气中SO2污染**有效的方法。世界上研发的烟气脱硫技术有200多种,进入大规模商业应用的只有10余种,我国也先后引进了不同的脱硫装置主要用于火电厂,而国内用于烧结烟气脱硫的技术进展较慢。国内仅有几个小烧结上了脱硫设施。如广钢2台24平烧结机采用双碱法工艺,临汾钢厂利用烧结烟气处理焦化废水等,因脱硫设施或多或少存在一些问题,所以运行也不正常。