20年生产经验
20年生产经验
专注过滤产品研究
全国咨询服务电话
18838707119
20年生产经验
专注过滤产品研究
18838707119
先进真空烧结生产线·精密检测设备
应用广泛 精度稳定 纳污量大 自主研发
金属纤维烧结毡生产工艺制造
●金属纤维滤毡的性能:85%的高孔隙率可保证滤材通过大流量,足够长的在线寿命和非常低的压力降,从而比选用其他滤材的过滤面积小。
●烧结金属纤维滤毡的多孔结构使得用户可以在机上进行在线反吹或反冲洗。
●薄膜型的滤材容易折波和焊接。烧结过程中纤维的交联处被熔焊在一起使滤材具有高强度,加之足够大的内部空间,滤材可以承受热冲击、高压力以及频繁地反向脉冲清洗。
●不同合金材质的金属纤维滤材可以被用于高温,甚至高达1000℃的高腐蚀工况,其他材质如化纤或陶瓷等非金属织物无法与之相比。
●滤材的梯度型孔结构可以达到更高的效率。作为深度型过滤时,正向安装时具有足够高的纳污能力;作为表面型过滤时,反向安装形成滤饼可以进行在线反洗。
●不绣钢和其他的合金具有热膨胀性低、不脆、易焊接、受热冲击不变形的特点,可以选择合适的合金来满足强度和苛刻的工况需求。
●在应用深度过滤时,建议以选择多层结构,以增加纳污能力。
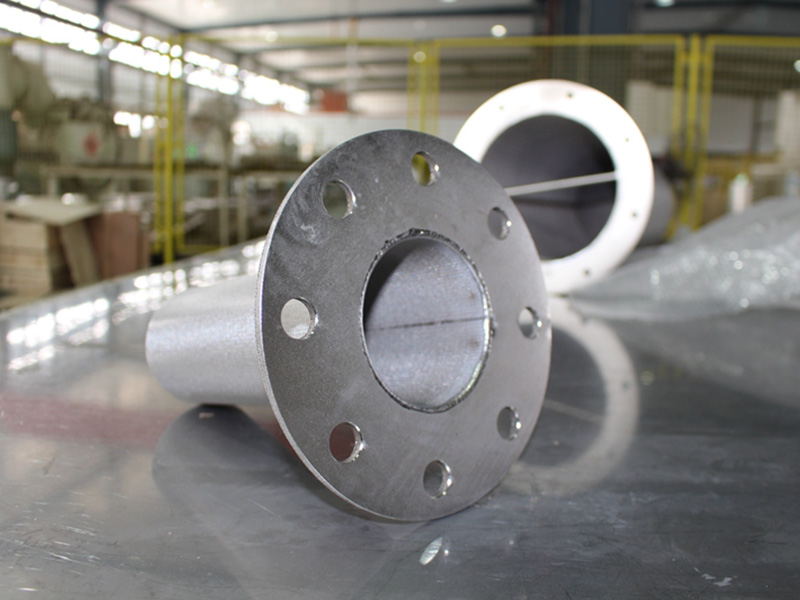
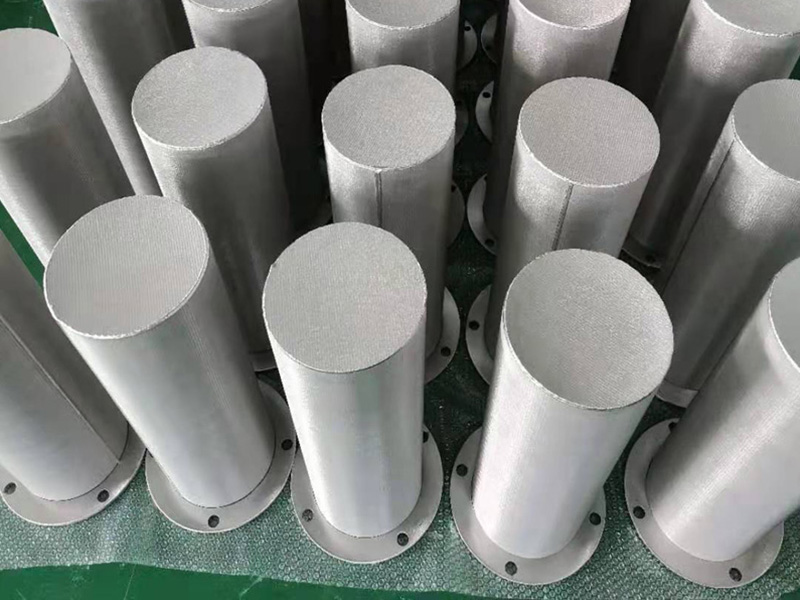
●烧结金属纤维滤毡生产出许多形状和系列:烛芯式滤芯(折波或不折波)、碟片式滤盘。当需要高压精细熔体过滤时,用烧结有双面职称网的金属纤维滤材加工的滤盘替代滤芯过滤效果会更好。
烧结毡反吹滤芯怎样做出正确的选择
过滤精度高,压差小,流量大,纳污量大,运用寿命长;过滤孔径内小外大,具有良好深层过滤作用;滤芯由多种资料制成,可各种液体过滤要求,到达佳过滤作用。过滤精度:滤芯长度作业压力:≤0.5MPa;大压降:0.2MPa;、作业温度。
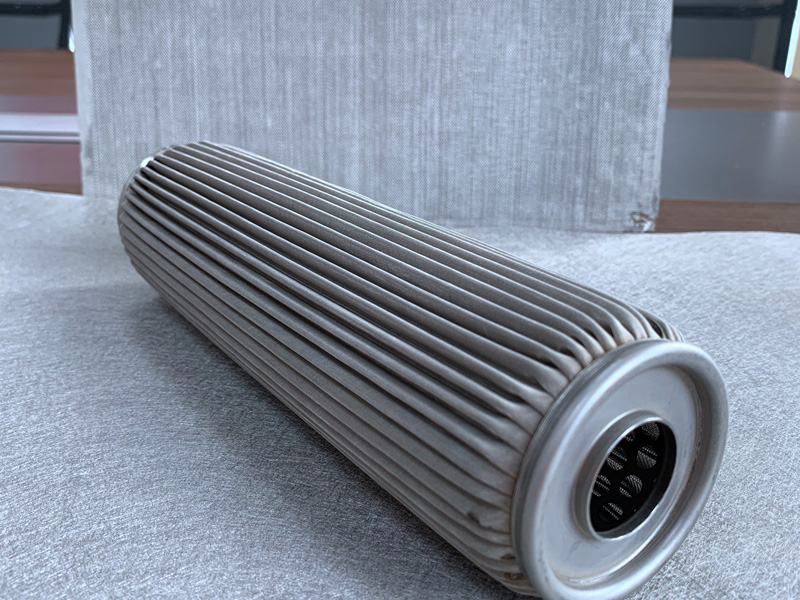
丙纶线:≤60℃;脱脂棉线:不锈钢骨架≤120℃。折叠滤芯折叠滤芯是一种固定型深度过滤芯,选用纯聚丙烯制成。滤芯介质选用聚丙烯热溶纤维膜,不运用表面活性剂或粘接剂,产品具有的化学适用性。耐酸、碱等化学试剂及有机溶剂腐蚀。
有亲水和亲气性,适用于各种液体和气体的过滤;可反冲,不行再生;作业压差低:熔喷滤芯熔喷滤芯是选用无毒无味的聚丙烯粒子,通过加热熔融、喷丝、牵引、承受成形而制成的管状滤芯。本身洁净度高,对水质无污染。
金属烧结毡常见的清洗原理和方法
1、 化学清洗
金属烧结毡常用广泛和的清洗溶剂为酸碱清洗液。化学清洗法是针对收集聚脂凝结物过滤器常用的效果好的清洗方法。
2、 超生波清少方法
超生波能是一种连续加压和膨胀的波能,这种能量施加于液体,产生气穴,连续破裂,造成超声波清洗作用。
3、 热处理清洗
真空热解,加热洪箱,液化床,热盐浴这几种是在用化学清洗方法不能奏效时应考虑的处理方法。
清洗后的金属烧结毡做冒泡(对折叠部分的滤芯要特别注意)完整性检查,及测定滤芯的压力降。
烧结网和烧结毡怎么选择
1、比材质
烧结网的材质为同种或多种不锈钢金属编织网,而烧结毡的材质为不同丝径的金属纤维。
2、比烧结工艺
二者虽然都冠以烧结之名,但是在工艺上却是不同的。**先是烧结的温度,烧结网是在1260的条件下生产的,而烧结毡是1180。烧结网是按层数将不锈钢金属烧结网有序的叠放在一起,而烧结毡在结构上是杂乱无序的。
3、比纳污量
由于材质和结构的差异性,烧结毡在生产的过程中会出现多种梯度的孔径层,因此纳污量要更大一些。
4、比清洗周期
在相同清洗条件下,二者的清洗周期是由纳污量决定的。故而不锈钢烧结网的清洗周期更短。
5、比盲孔率
上面的工艺介绍已经足以表明,不锈钢烧结网的基本上是不存在盲孔的,而烧结毡或多或少会出现盲孔。
6、比过滤精度
不锈钢烧结网的过滤精度为1—300μm,而烧结毡为5—80μm。铁铬铝纤维烧结毡配料与混合
①配料
配料目的:获得化学成分和物理性质稳定的烧结矿,满足高炉冶炼的要求。
常用的配料方法:容积配料法和质量配料法。
容积配料法是基于物料堆积密度不变,原料的质量与体积成比例这一条件进行的。准确性较差。
质量配料法是按原料的质量配料。比容积法准确,便于实现自动化。
②混合
混合目的:使烧结料的成分均匀,水分合适,易于造球,从而获得粒度组成良好的烧结混合料,以保证烧结矿的质量和提高产量。
混合作业:加水润湿、混匀和造球。
根据原料性质不同,可采用一次混合或二次混合两种流程。
一次混合的目的:润湿与混匀,当加热返矿时还可使物料预热。
二次混合的目的:继续混匀,造球,以改善烧结料层透气性。
用粒度10~Omm的富矿粉烧结时,因其粒度已经达到造球需要,采用一次混合,混合时间约50s。
使用细磨精矿粉烧结时,因粒度过细,料层透气性差,为改善透气性,必须在混合过程中造球,所以采用二次混合,混合时间一般不少于2.5~3min。
我国烧结厂大多采用二次混合。