20年生产经验
20年生产经验
专注过滤产品研究
全国咨询服务电话
18838707119
20年生产经验
专注过滤产品研究
18838707119
先进真空烧结生产线·精密检测设备
应用广泛 精度稳定 纳污量大 自主研发
过滤设备中烧结不锈钢滤芯的使用方法
一、烧结不锈钢滤芯的消毒方法
1、在专用的消毒柜内进行消毒,只需要取出滤芯置于消毒柜内,在121度的高温下消毒30分钟即可;
2、还有一种在线消毒的方法,按照正确的步骤将滤芯安装在滤器内,其中固定板与滤芯的间隔大约为0.5mm,用蒸汽消毒30分钟即可。
二、烧结不锈钢滤芯进出流向的辨别
一般来说是从外面进、中间出,正反冲洗的时候可以按照不同的方向进行。
三、烧结不锈钢滤芯孔径的识别
烧结不锈钢滤芯的壳体上一般标记有热熔字体,上面说明了滤芯的材质以及孔径。
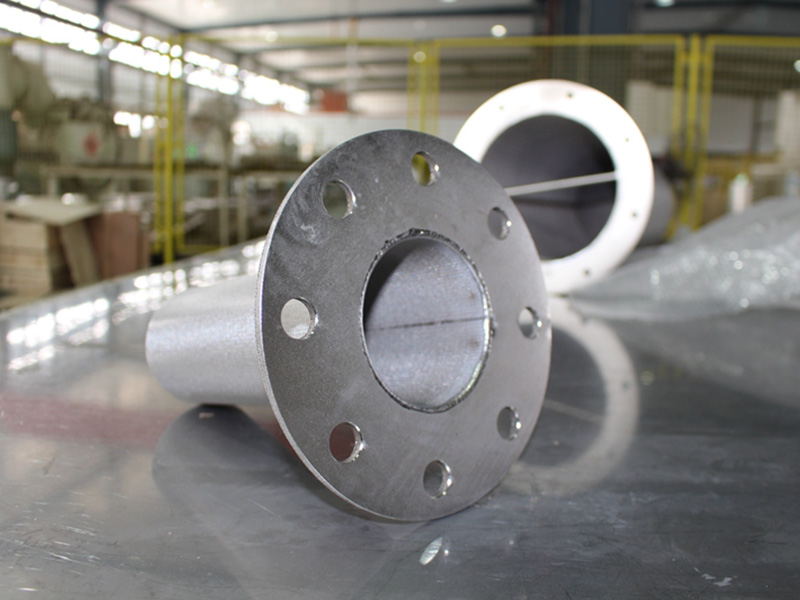
四、烧结不锈钢滤芯的安装方法
1、将烧结不锈钢滤芯中的O型圈浸湿,垂直插入设备中,必须完全没入不锈钢的圆槽内;
2、将烧结不锈钢滤芯的翅片部分用不锈钢孔板固定好,不需要很紧,以免进行高温消毒的时候发生变型的现象;
3、安装的时候不要直接用手接触滤芯;
4、安装之前要对滤芯进行完整的冲洗;
5、设备在开机或关机的时候,一定要慢慢转动阀门,不要瞬间打开或关闭。
五、烧结不锈钢滤芯的储存方法
1、将烧结不锈钢滤芯完全浸泡在专门的消毒剂中,并且将设备的不锈钢外壳灌满消毒剂;
2、随后将滤芯取出烘干;
3、要记住还没有完全干燥的滤芯不要用塑料袋包装,以免出现发霉的情况。
六、烧结不锈钢滤芯的维护方法
烧结不锈钢滤芯在经过一段时间的使用之后,如果出现不能满足设计流量的情况的话,一定要及时停机,随后打开设备从中取出滤芯,用清水对其的表面进行冲洗,然后放在浓度为4%的盐酸中浸泡24小时,接着是浓度4%的氢氧化钠中浸泡24小时,***再用清水冲洗就可以了。
选购孔板烧结网是需要考虑哪些因素
1.进出口直径:原则上,孔板烧结网元件的入口和出口直径应不小于匹配泵的入口直径,这通常与入口管直径一致。
2.公称压力:根据孔板烧结网管路中可能出现的高压力确定孔板烧结网的额定压力。
3,孔数的选择:主要考虑要截取的杂质的粒度,根据介质工艺的工艺要求。 可以通过各种规格的屏幕截取的屏幕尺寸可以在下表中找到。
4,孔板烧结网材料:一般选用孔板烧结网材料并连接工艺管材,对于不同的使用条件可选择铸铁,碳钢,低合金钢或不锈钢过滤器。
5,孔板烧结网电阻损失:根据实际介质计算压力损失,不能因安装滤芯系统的正常运行,可根据情况增加滤芯数量,以减少 压力损失。
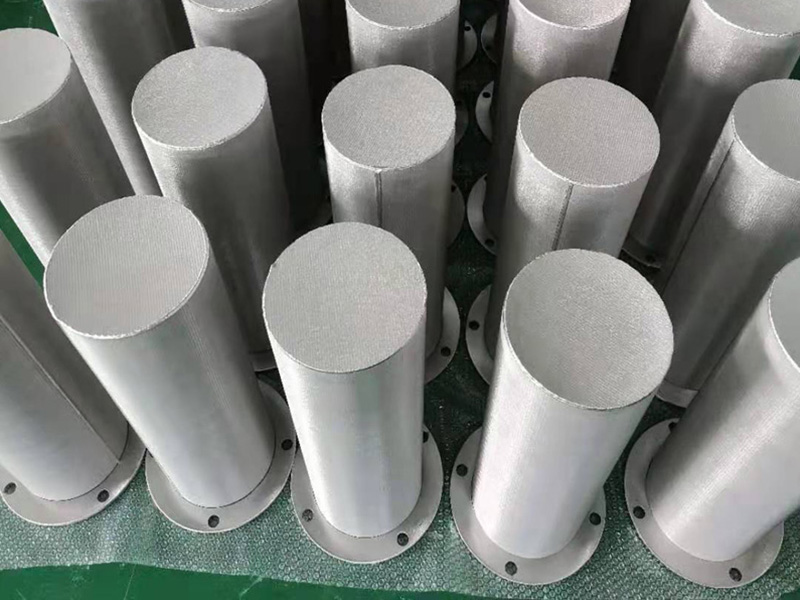
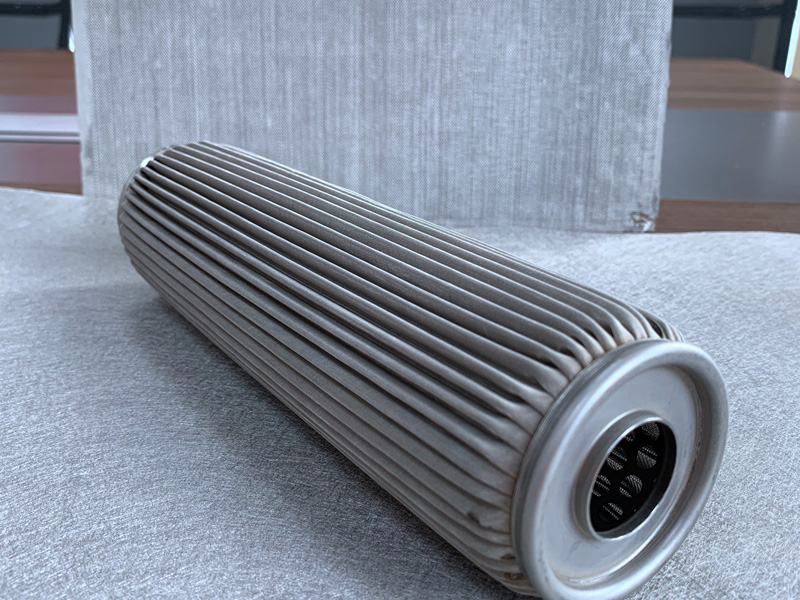
五层烧结网滤芯制作工艺
1.原材料:按照精度的不同,选择合适的烧结网作为原材料,常规规格的烧结网为五层烧结网,特殊要求的可以做成三层;
2.裁片:计算出滤芯展开面积所用的尺寸,及周长乘以3.14加留边,用工具裁成合适的尺寸
3.卷圆:通过一定的工具进行卷圆加工
4.焊接:常采用氩弧焊街方式,焊接时候需要用到工装以保证焊接尺寸正确;
5.调圆:用一定的工装进行调圆,使其产品保证同心圆在一条线上;
6.接口:标准接口尺寸为222、快速口连接、螺纹连接(NPT、BSP、G、MR)
螺纹连接、法兰连接、拉杆连接、特殊定制接口;
7.底座:一般采用不锈钢板焊接而成。
五层烧结网滤芯进行真空烧结过程中,一般可观察到3次明显的真空度变化,即硬质合金烧结体中出现三次大量气体排出的过程。
一次出现真空度明显变化的温度大约在350℃,主要原因:一是颗粒表面吸附的气体在温度与负压的影响下被解吸;二是坯块中成形剂大量挥发。
二次出现真空度变化的温度大约在1 100℃,产生真空度显著变化的主要原因是坯块中氧化物被碳还原(WO3、TiO2与C的反应温度分别为993℃、1103℃),生成CO气体。
五层烧结网滤芯在三次真空度变化的温度一般出现在1350℃左右。这时候,炉温处于共晶温度以上,烧结体内出现液相。在真空状态下,液态黏结相容易产生挥发损失。理沦和实践都表明,炉内真空度高,烧结温度高,烧结时间长,黏结相含量高,烧结体中的含碳量高,黏结相挥发损失就愈大。
不锈钢烧结网滤芯在液压系统中需注意什么
1、排气处理
当不锈钢烧结网滤芯每次拆开清理过之后,都要按照步骤轻轻地装回去,然后在再次使用之前,要对主泵进行一次排气处理,将里面的空气都排出来,打开管子,再注入液压油,这样才能保证整个机器可以进行工作。
2、打开注意
在使用了不锈钢烧结网滤芯一段时间之后,都需要打开它来进行一次大的清洁维护,将液压油滤芯上面的油渣或是附着物进行清理,而打开装置的时候,需要注意一步步地进行,不要有疏漏,也不可使用过大的力道,要注意保护装置
3、换液压油
有的时候,在某些情况下面,机器需要使用新的液压油,比如说更换了液压油的品牌或是比例等等,而在液压油进行更换时,要注意连同整个不锈钢烧结网滤芯都要换掉,光清洁是不够的,否则就像是根本没换油一样。