20年生产经验
20年生产经验
专注过滤产品研究
全国咨询服务电话
18838707119
20年生产经验
专注过滤产品研究
18838707119
先进真空烧结生产线·精密检测设备
应用广泛 精度稳定 纳污量大 自主研发
金属烧结毡常用识别质量的观点
很多机械在运转的时分都要运用到滤芯,但是很多客户在采购的时分发现市面上滤芯的报价差异很大,价钱廉价的客户担忧质量不过关,价钱贵的客户又怕被坑,有没有一种简单的办法客户快速辨别滤芯质量的优劣呢,其实从滤芯骨架、材质、胶质这三个方面就能辨别。
看滤芯的胶质目前滤芯的结构普通滤纸和橡胶粘合组成,而真假滤芯的胶质也是有区别的。**滤芯的橡胶质地较好,富有弹性,而冒充滤芯橡胶发软,质地很差。比拟容易区分的办法是把空气滤芯对折,松开后**滤芯很快恢恢复状。
而劣质滤芯由于橡胶质地问题,与滤纸粘合的不好,对折的中部痕迹明显,看滤芯骨架厚度普通质量好的滤芯内外骨架厚度都是在0.8mm-1.5mm之间,但有的商家为了降低层本把骨架降到0.3mm-0.5mm,外观上没什么差异,却严重影响滤芯的抗压才能。
看滤芯材质空气滤芯主要的过滤材质是滤纸,目前滤芯滤纸主要采用国产纸和进口纸,无论国产还是进口纸都是有良好的过滤性能,而冒充滤芯采用的劣质滤纸,不能阻止灰尘进入发起机,从而影响发起机正常工作。普通**的滤芯的滤纸颜色统一,纸面比拟平整;而劣质滤芯滤
烧结温度对纤维烧结毡的影响
烧结工艺是影响金属纤维烧结毡微结构的一个关键过程,而烧结温度是金属纤维烧结毡工艺**重要的参数,本文以6 μm纤维毡为例进行分析。6 μm纤维毡在这3种温度下都有明显的烧结颈,但是在3种温度下纤维烧结毡展现了3种不同的形貌。a是6 μm纤维在1 200 ℃烧结后形成的烧结颈,上下2根垂直的纤维在相切处形成烧结颈,且烧结毡的直径大于纤维直径,但是2根纤维没有熔合的趋势;当烧结温度为1 250 ℃时,2根垂直纤维的烧结毡直径比1 200 ℃时更大,且烧结毡附近处纤维有熔合的趋势,这反映了烧结毡处形成的新晶界通过晶界扩散同时向上下2根纤维推进,且烧结毡附近纤维直径有所收缩,这可能是因为随着烧结温度的升高,金属原子沿着纤维长度方向扩散至烧结毡处,导致纤维直径收缩,而1 200 ℃的纤维烧结毡没有此现象;当烧结温度为1 300 ℃时,烧结毡附近的纤维有明显的融合,这是由于烧结温度继续升高,晶界扩散更快,烧结毡附近纤维中物质扩散到新晶粒中,从而熔合在一起,此时烧结毡处纤维也有比较明显的收缩,6 μm纤维毡在1 300 ℃时无熔断。
纤维烧结毡搭接点的焊接是通过扩散进行的。烧结初期,相互接触的纤维搭接点逐渐形成烧结毡的连接,此时搭接点是不连续的,且有大量孔隙,扩散的主要机制是表面扩散;烧结中期,烧结毡的孔隙逐渐消失,烧结毡逐渐形成晶界,此时扩散的主要机制是晶界扩散;烧结后期,烧结毡附近晶粒开始长大,此时晶粒长大体扩散是主要机制。扩散的实质是原子的热运动,温度显著影响着原子扩散速度,对于表面扩散来说,只有当烧结温度足以使纤维表面原子的热运动克服表面能垒时,才能形成烧结毡,因此纤维烧结毡应超过一定温度。同样,烧结温度影响着纤维原子晶界扩散的速度,烧结温度越高晶界扩散速度越快,纤维烧结毡速度越快;但是过高的烧结温度会使纤维出现晶粒过大、丝径收缩和过熔等缺陷,这是纤维烧结毡工艺需要避免的。
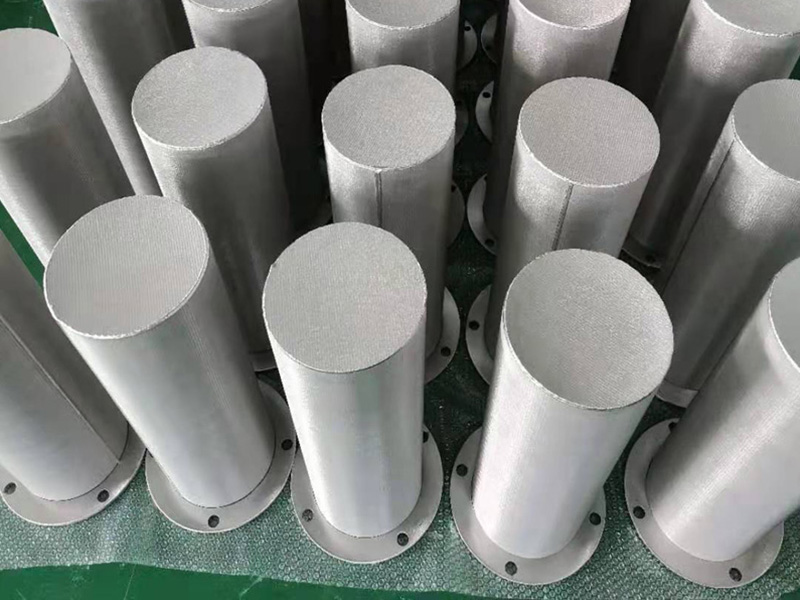
造成钛纤维烧结毡在生产过程中发生断丝的原因有什么呢?
1、模具上机的尺寸调节出现差错,在编织环节中会导致正常压缩比的比例混乱,导致断线。解决方法便是确保模具的上机尺寸一定要是正确尺寸。
2、模具上机环节中断油或者是断水,导致模具短期内跑大孔距,压缩比例发生失调的情况,进而断丝。解决方案便是及时给每一块模具添加润滑液,确保它的冷却和润滑。
3、当编织环节中发生柳条丝,收线速度过快就会导致烧结网不锈钢滤芯断丝。解决方案便是更换模具,确保柳条丝的现象不会再发生。
4、模具中某块天然路耗过快,导致编织中前后压缩比例失衡,发生断丝展现,主要表现为一个位置发生几次断丝。解决方法便是更换模具,调节前后压缩比例,一直到正常。
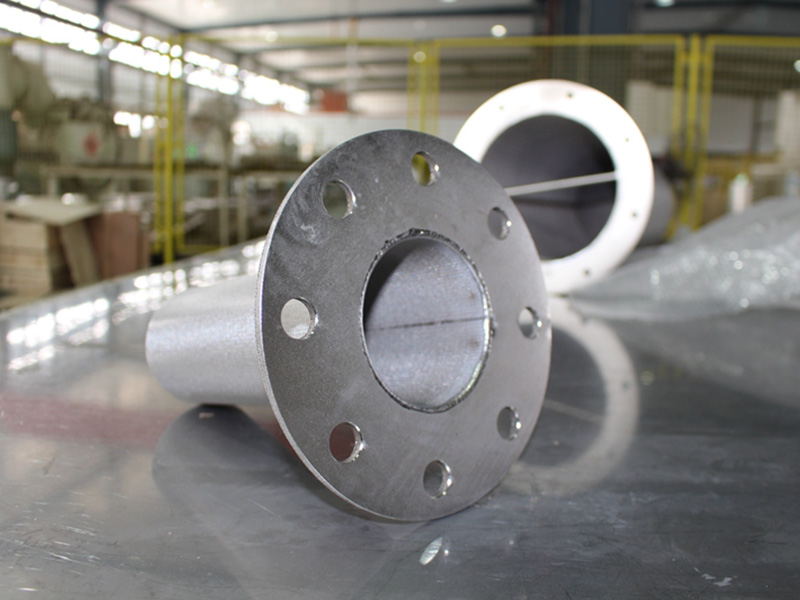
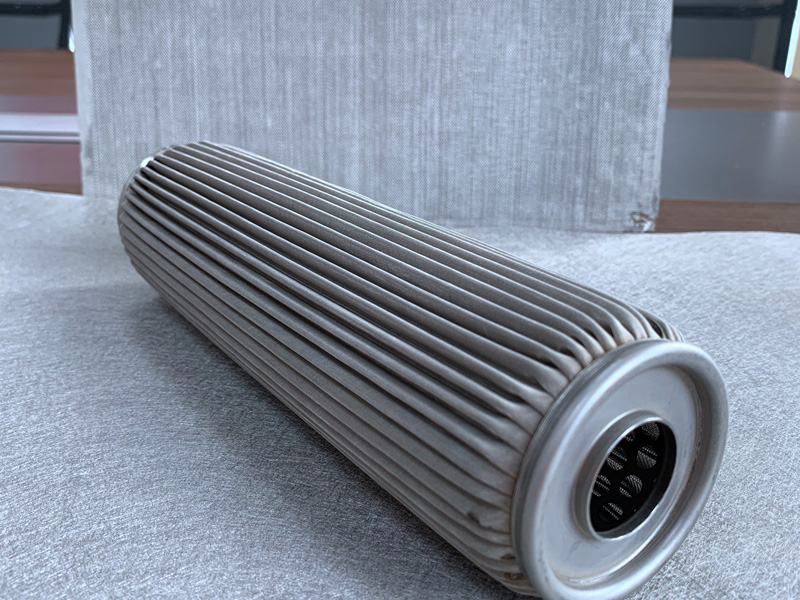
烧结毡折叠滤芯有以下优点:
1.能较好承受热压力及冲击。
2.再生能力强,使用寿命长。
3.能较好的承受热应力和冲击,能在较高温度下和腐蚀介质中工作,可焊接、粘结及机械加工。
4.烧结毡折叠滤芯渗透稳定,过滤精度高。
5.烧结毡折叠滤芯强度高,塑性好,抗氧化,耐腐蚀,组装性好,能较好的承受热应力和冲击。
6.烧结毡折叠滤芯抗急冷急热,比纸质、铜丝网及其它纤维布等做成的过滤器性能**,且装拆清洗方便。
为什么不锈钢烧结毡会出现白点?
1.白点的出现是凝固过程中炼钢过程中钢水中吸收的氢沉淀的结果。 铸锭和铸钢具有许多可容纳空气的大内部孔隙,并且氢气在沉积时不会引起大的内应力。
对白斑不敏感。 锻造零件后,锻件内部压实,锻造较大的空气保持孔。 在冷却过程中,沉淀的氢原子与锻件内部的一些微孔中的成分结合(或与钢中的碳反应形成甲烷CH4)并产生相当大的压力(当钢中氢的质量分数为0.001%时) 在400℃时,该压力可以达到1200Pa或更高),金属膨胀,产生裂纹并膨胀。
2.白点,也称为氢脆,是大型锻件的主要缺陷,主要发生在中碳合金钢(马氏体和珠光体钢)的锻件中。 锻造尺寸越大,白点越容易形成。
锻造对白点敏感的大型钢锻件,特别是锻件,如转子和发电站的叶轮,应特别小心。 白点的特征在于在纵向裂缝上具有圆形或椭圆形形状和直径几微米至几十毫米的银色斑点,并且在白点附近没有塑性变形。 裂缝的来源是平行于轴线的平滑圆形区域。
3.白点的形成与压力有关。 当奥氏体转变为马氏体并分解成珠光体时,产生内应力。 铁素体钢和奥氏体钢由于冷却不发生相变,并且没有组织应力,因此通常不会出现白点。
尽管钢在冷却过程中具有较大的结构应力,但这些钢中稳定的氢化物和复合碳化物的形成阻碍了氢的沉淀,并且不会产生白点。