20年生产经验
20年生产经验
专注过滤产品研究
全国咨询服务电话
18838707119
20年生产经验
专注过滤产品研究
18838707119
先进真空烧结生产线·精密检测设备
应用广泛 精度稳定 纳污量大 自主研发
烧结毡烧结网的测定方法
将试条放入烘箱内,在105~110℃下烘干至恒重。在干燥器内冷却至室温后备用。在天平上称取干燥后的试样重。称取饱吸煤油后在煤油中试样重。饱吸煤油后在空气中的试样重。将称好重量的试样放入105~110℃烘箱内排除煤油,直至将试样中的煤油排完为止。按编号顺序将试样装入高温炉中,装炉时炉底和试样之间撒一层薄薄的煅烧石英粉或Al2O3粉。装好后开始加热,并按升温曲线升温,按预定的取样温度取样。
在每个取样温度点保温15min,然后从电炉内取出试样迅速地埋在预先加热的石英粉或Al2O3粉中,以保证试样在冷却过程中不炸裂。冷至接近室温后,将试样编号,取样温度记录于表中,检查试样有无开裂、粘砂等缺陷。然后放入105~110℃烘箱中烘至恒重。取出试样放入干燥器内,冷却至室温。将试样分成两批,900℃以下为一批,测定其饱吸煤油后在煤油后在空气中重,900℃以上的试样为二批,测定其饱吸水后在水中重及饱吸水后在空气重。按公式算出各温度点的结果后,以温度为横坐标,气孔率和收缩率为纵坐标,画出收缩率和气孔率曲线,并从曲线上确定烧结温度和烧结温度范围。
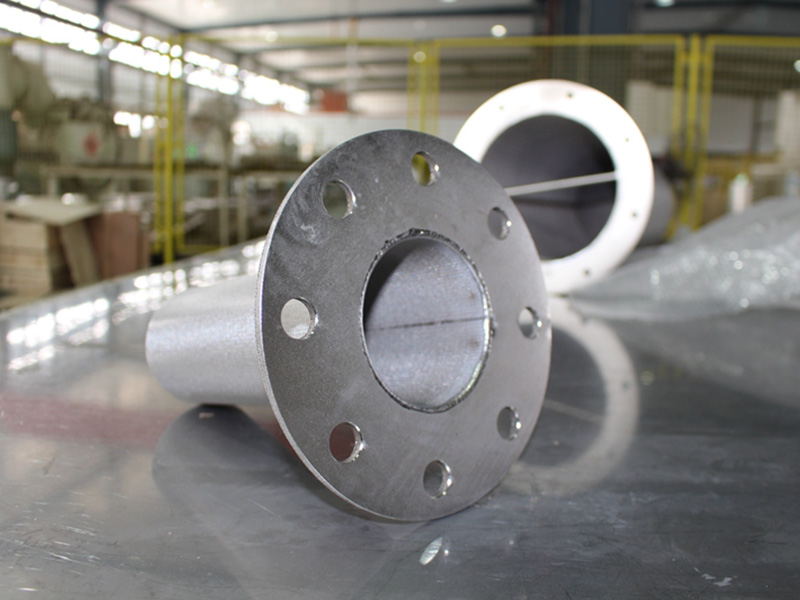
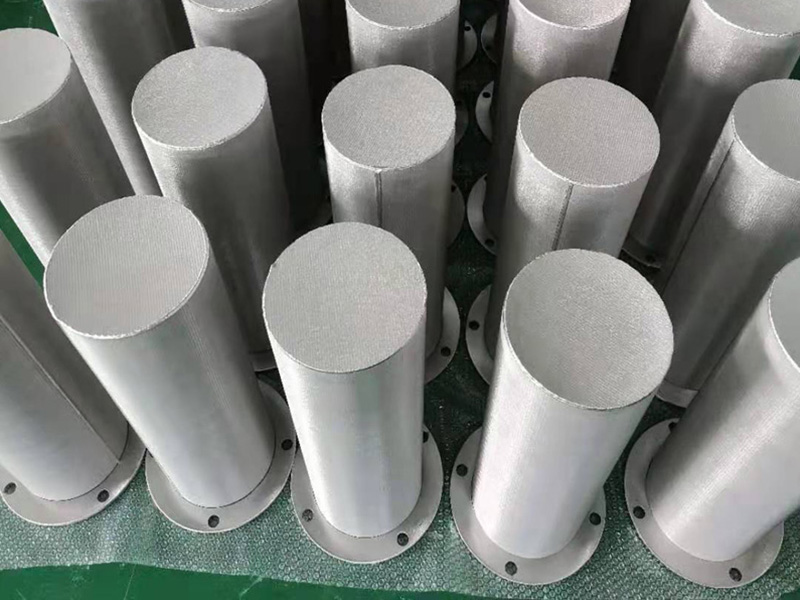
烧结毡滤芯优点
1.烧结毡滤芯具有很高的机械强度和耐压强度,能够适应很多压力较大的场合。
2.烧结毡滤芯的精度比较高,能够对对2~300um的过滤粒度发挥均一的表面过滤性能。
3.烧结毡滤芯清洗简单方便,只需用逆流清洗设备的表层过滤结构即可。如果滤芯内部出现了堵塞等情况,进行简单清理冲洗即可再次使用。
4.烧结毡滤芯的耐热性表较好,可用在从-200℃至650℃的连续过滤中,而且不会让滤芯变形或损坏。
5.使用环境范围广泛。烧结毡滤芯能在-200℃~600℃温度环境以及酸碱环境中进行过滤工作。
更换烧结毡滤芯的原因
**先是烧结毡滤芯的质量, 虽然粉末烧结网状过滤器元件的孔径大致相同,但不同之处仅在于外层拦截的功能,但是不能实现所需的过滤效果,并且良好的粉末烧结网状过滤器元件的孔径是 它从外向内逐步减少,因此具有大的容尘量。
二是水质问题, 如果水质不稳定,会直接导致过滤元件中的颗粒过多,从而缩短循环周期。
预处理的效果很差,这种情况通常会发生得更多。 如果在预处理过程中添加的防垢剂和絮凝剂彼此不充分相容或甚至与水源不匹配,则粘性物质附着在烧结毡滤芯的表面上,从而使粉末烧结。 由于面积减小,网格过滤器元件经常变化。
什么样的措施来降低烧结毡滤芯更换的频率?
事实上,解决它并不困难。 水源一般是固定的,我们不能改变它,但可以通过改进预处理的操作和选择保证品牌的烧结毡滤芯来处理。 在预处理操作效果方面,可优化絮凝剂或黑丝抗凝剂,增加用量,可选择适合不同水源的阻垢剂,可完全调整各预处理功能,达到预处理效果。 理想的运营状态。 并严格遵守相关操作规程,确保预处理水质合格率。 另外,如果选择烧结毡滤芯,不仅可以保证过滤的准确性,还可以有效延长使用周期。
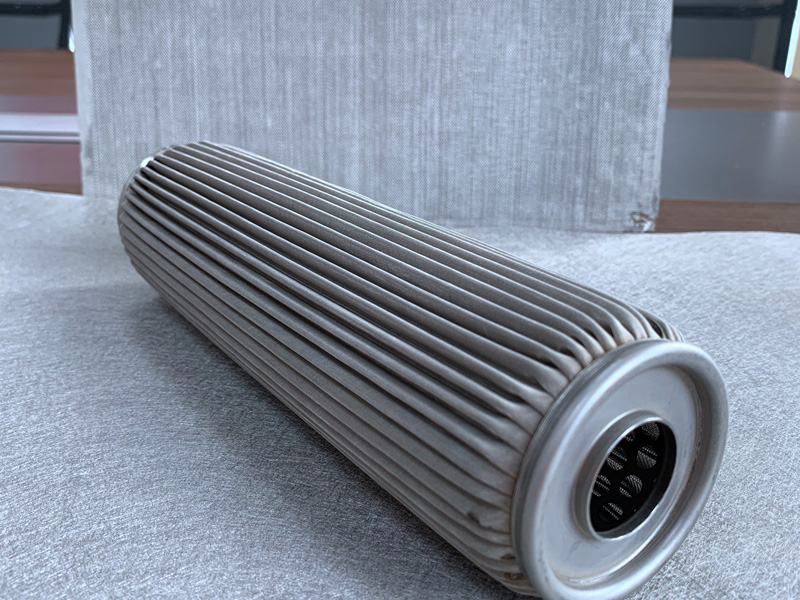
金属纤维烧结毡生产工艺制造
●金属纤维滤毡的性能:85%的高孔隙率可保证滤材通过大流量,足够长的在线寿命和非常低的压力降,从而比选用其他滤材的过滤面积小。
●烧结金属纤维滤毡的多孔结构使得用户可以在机上进行在线反吹或反冲洗。
●薄膜型的滤材容易折波和焊接。烧结过程中纤维的交联处被熔焊在一起使滤材具有高强度,加之足够大的内部空间,滤材可以承受热冲击、高压力以及频繁地反向脉冲清洗。
●不同合金材质的金属纤维滤材可以被用于高温,甚至高达1000℃的高腐蚀工况,其他材质如化纤或陶瓷等非金属织物无法与之相比。
●滤材的梯度型孔结构可以达到更高的效率。作为深度型过滤时,正向安装时具有足够高的纳污能力;作为表面型过滤时,反向安装形成滤饼可以进行在线反洗。
●不绣钢和其他的合金具有热膨胀性低、不脆、易焊接、受热冲击不变形的特点,可以选择合适的合金来满足强度和苛刻的工况需求。
●在应用深度过滤时,建议以选择多层结构,以增加纳污能力。
●烧结金属纤维滤毡生产出许多形状和系列:烛芯式滤芯(折波或不折波)、碟片式滤盘。当需要高压精细熔体过滤时,用烧结有双面职称网的金属纤维滤材加工的滤盘替代滤芯过滤效果会更好。
不锈钢金属烧结毡中金属纤维的制备方法
(1)熔体纺丝法:这是一种普遍用来生产玻璃纤维及合成纤维的方法,已成功地用于生产铝、锡、锌及铅等低熔点金属的纤维,可制出直径为25~250um的长纤维。但传统的熔融纺丝法不能简单地用于高熔点金属,因这些液态金属的表面张力大,故从喷丝孔喷出的液态金属丝很快断开变成球状,因此难以制出具有一定长度的金属纤维。采取以下措施可在不同程度上解除这种困难:一是利用间接物理方法使喷流稳定,二是改变液体喷流的表面状态,三是加速喷出金属的热量转移,使液态纤维在球化之前即凝固。
(2)悬滴熔体牵引法:不锈钢金属纤维烧结毡采用这种装置主要为加热器和激冷轮两个部分。金属线在加热器内熔化形成液滴,液滴表面与高速旋转的冷轮接触,以105℃/s的冷却速度凝固,并由激冷轮的离心力作用而抛出,金属线逐渐送入加热器形成连续的生产过程。所得小直径(25~75/um)的金属纤维基本呈圆形,大直径的金属纤维则呈弯月状。